Awani Shrivastav and Tridib Kumar Goswami*
Department of Agricultural and Food Engineering, Indian Institute of Technology, Kharagpur–721302, West Bengal, India
*Corresponding Author:
Goswami TK
Department of Agricultural and Food Engineering
Indian Institute of Technology
Kharagpur-721302, West Bengal, India
Tel: 03222-283122
E-mail: tkg@agfe.iitkgp.ernet.in
Received date: July 31, 2017; Accepted date: August 07, 2017; Published date: August 17, 2017
Citation: Shrivastav A, Goswami TK (2017) Low Temperature Extrusion of Ice Cream: A Review. J Food Nutr Popul Health. Vol. 1 No. 2: 11
Keywords
Surface freezing; Blending; Pasteurizing; Homogenizing; Ice crystals
Introduction
Ice cream can be defined as a complex colloidal mixture, which mainly consists of ice crystals, fat globules, air bubbles and continuous serum phase. They all are present in discrete phase surrounded by polysaccharides, protein, sugar, salt and water [1-13]. Ice cream manufacturing process in any industry mainly consists of blending, pasteurizing, homogenizing, cooling and aging followed by freezing and aeration [14-17]. They are subjected to high shear condition in a scraped surface freezer (SSF) [18-22]. The structure formation of ice cream started from the beginning of manufacturing process [15]. But, combined freezing and whipping are the most important processes for the microstructure development. They bring about major changes in the microstructure development of final ice cream [13-25]. The ice cream must have the smooth texture with no detectable ice crystals and the size of ice crystals must be as small as possible [23]. The ice crystal of size about 10-20 μm gives ice cream a desirable creaminess and is not detectable [8,11]. In the conventional ice cream freezer (Scraped surface freezer), ice cream comes out of the freezing cylinder at the draw temperature of -5 to -6°C at this condition about 40-50% of water is frozen. The remaining water is frozen in a hardening tunnel which is maintained at a temperature about -40°C (residence time of 1-3 h) [25]. It was found that during hardening, ice crystals grew to an average size of about 25 to 45 μm [1,10,16,19,21,24]. Therefore, rapid hardening must be done to promote the smaller ice crystals formation. But in case if there is slow hardening, the water that is remaining in ice cream will start migrating towards the center and therefore will result in the formation of larger ice crystal formation [14]. Low temperature extrusion (LTE) is a novel technology to get more acceptable quality of final ice cream [26]. The LTE of ice cream is done after freezing in conventional SSF. The first patent of LTE extrusion of ice cream was filed in 1992 [27]. The aim of including this process in the ice cream manufacturing is to improve the microstructure and other quality characteristics [28]. It was found that combined freezing-LTE process reduced the size of ice crystal by a factor of two or more than two as compared to conventional freezinghardening process [29].
Background of the development of the process
In the conventional freezing process, ice cream after coming out of the freezer goes for packaging and hardening. For hardening, they are transferred to either forced convection or plate-type conduction freezer [9]. During the hardening process, it was found that there was poor rate of heat transfer from the ice cream to the air. Also the ice crystals that were formed during hardening tended to grow in size. It is found that rate of heat transfer is improved and smaller ice crystals are found in Low temperature extrusion of ice cream [25]. In former studies, ice crystal size of final ice cream was compared between conventional and LTE process [30-34]. It was found that mean ice crystal size is significantly reduced in case of LTE process. Also various sensory qualities like melting rate, consistency etc. was found to be improved [28,12] has studied earlier the effect of LTE process on fat globule aggregate structure. Subsequently, [30] has shown in their study the influence of LTE process on fat globule aggregation and the final shape retention during melting [27] suggested that deformation oscillation test can be carried out for microstructural study of ice cream as the device is sensitive to mechanical and thermal treatment. Oscillatory thermo-rheometry (OTR) was done [25] to study the various quality attributes of LTE treated ice cream.
Mechanism of low temperature extrustion (LTE) system
Low temperature extrusion is a novel process in which the frozen product is shear treated in the low temperature range of about -10 to -20°C [17,29]. The rotational speed in the extruder is between 5 and 50 rpm which is less than conventional freezer. In the ice cream manufacturing process, ice cream mix after aging achieves the temperature of 4˚C. Subsequently, the ice cream mix is pumped into the freezer barrel and simultaneously air is incorporated. The frozen product temperature coming out of the freezer has the temperature of -5˚C. Ice cream is then pumped into the low temperature extruder. Ice cream temperature is about -5˚C to -15˚C when it comes out of the freezer. The detailed description of combined ice cream freezer and LTE system is shown by the flow chart as shown in Figure 1. The LTE process can be accomplished by either single screw or twin screw systems [24,25]. The twin screw low temperature extrusion (TS-LTE) system is provided with the feeding gear pump which is geared to twin screw. Therefore screw serves two functions: shearing and stirring [24,30]. The screw system also dissipates the energy generated in the TS-LTE. As a result of higher stress and higher viscosity of the product, finely dispersed microstructure of the product is formed. According to Windhab et al. [32], four shear gap zones exist in between the twin screw and the barrel wall as shown in Figure 2. Zone 3, i.e., tangential gap, also sometimes termed as the mixing zone. For the energy dissipation and microstructure formation, zone 1 and zone 2 are the most important and relevant in TS-LTE process. As the zone 2 is narrowest one, shear stress will be higher in this zone and the product volume will be less in this zone. Therefore, among the zone 1 and zone 2, most of the microstructure development will occur in zone 1, i.e., in the screw channel gap.
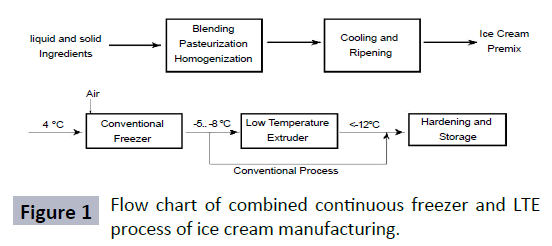
Figure 1: Flow chart of combined continuous freezer and LTE process of ice cream manufacturing.
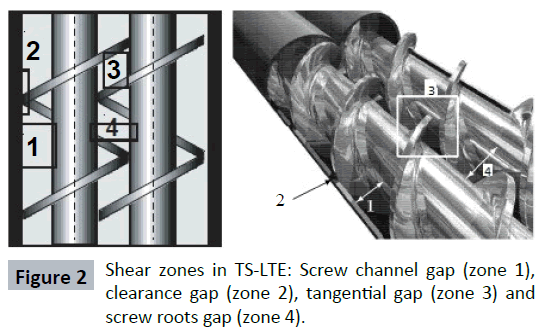
Figure 2: Shear zones in TS-LTE: Screw channel gap (zone 1), clearance gap (zone 2), tangential gap (zone 3) and screw roots gap (zone 4).
Impact of low temperature extrusion (LTE) process on the ice cream microstructure and quality
Viscosity of ice cream: Chang and Hartel [5-8] have shown in their study on batch ice cream freezer the dependency of ice cream viscosity on the size of air bubbles. As the temperature decreases, viscosity of the ice cream increases and air cell size decreases simultaneously. In the rheometer, measurement is made by considering that shear stress and viscosity of ice cream is a function of shear rate and temperature. It was found that for the temperature decrease of -5˚C to -15˚C, shear stress increased by a factor of 10.5 to 11.0 [25,26]. The authors [27-34] have shown the shear thinning behavior of ice cream by the Herschel- Bulkley flow model. The equation expressing shear stress τ as a function of shear rate γ̇ is shown in eqn. 1.
τ (γ̇, T)=τ0 + K. γ̇ n
where, τ0, K and n are the model parameters and are function of the temperature. The flow index ‘n’ decreases with decrease in temperature and therefore increases the shear thinning behavior of ice cream. The decrease in temperature from -5°C to -15°C in the LTE process results in increase in the parameters like yield value τ0 and consistency factor K by almost 2 log cycle (Figure 3). Also the effect of shear rate and temperature on the viscosity of ice cream is described in Figure 4. This figure shows that with increase in shear rate, temperature is decreasing from -5˚C to -15˚C and the corresponding viscosity is increasing.
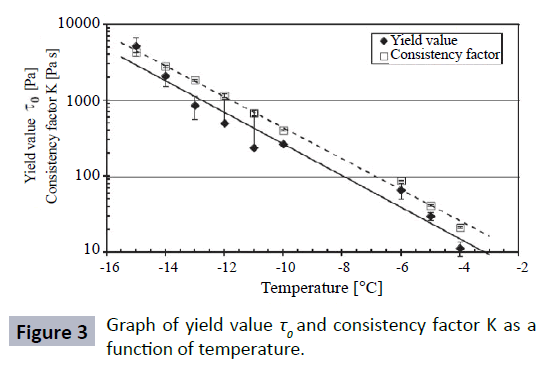
Figure 3: Graph of yield value τ0 and consistency factor K as a function of temperature.
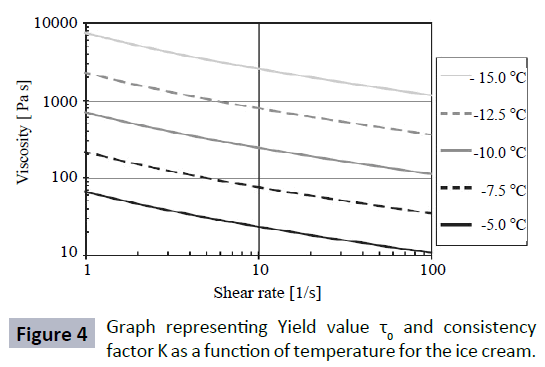
Figure 4: Graph representing Yield value τ0 and consistency factor K as a function of temperature for the ice cream.
Cryo-SEM analysis of ice cream: The size of ice crystals, fat globules and air bubbles are measured by cryo-scanning electron microscopy (cryo-SEM). Many authors have done the cryo-SEM analysis to determine the frozen product, such as microstructural characteristics [4,12,30]. The cryo-SEM analysis was done for ice cream and was compared the differences that occurred in case of conventional freezer and combined freezer/LTE system (Figure 5). It can be seen from the figure that conventional freezer forms the cluster which will result in large ice crystal size after hardening [25]. It was also found that air cells became more stabilized in case of combined freezer/LTE system at the drawing temperature of -13˚C. [5-8] found out that the size of air cells started increasing after 60 minutes of draw from the freezer, but at temperatures below -15˚C, growth rate of air cell size decreased due to increase in viscosity.
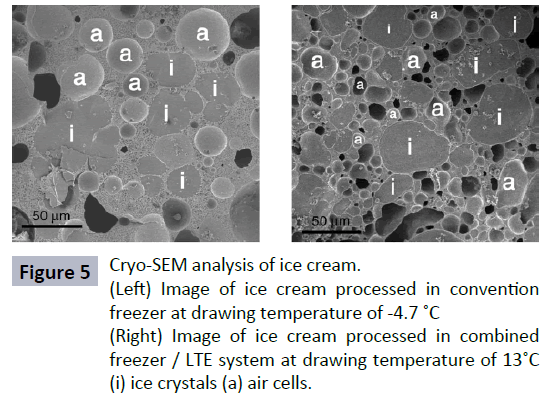
Figure 5: Cryo-SEM analysis of ice cream.
Phase of fat in ice cream: Single screw LTE and twin screw LTE microstructure was compared and it was found that diameter of fat globule in case of SS-LTE was greater than that for TS-LTE system. The highest value of fat globule size was 6 mm for TSLTE, and 14 mm for SS-LTE as shown in Figure 6 [25]. The process of induction of aggregation of fat globules was investigated by several authors [3]. Fat aggregates also play an important role in shape retention and melt down. They suggested that structure became more stabilized when fat aggregates attained the size of the lamellae between air bubbles [19,20].
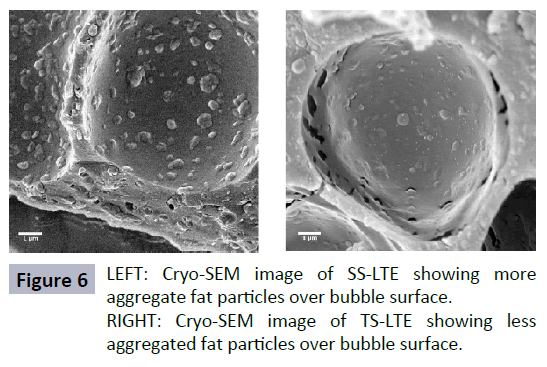
Figure 6: LEFT: Cryo-SEM image of SS-LTE showing more aggregate fat particles over bubble surface.
RIGHT: Cryo-SEM image of TS-LTE showing less aggregated fat particles over bubble surface.
Conclusion
Low temperature extrusion of ice cream helps to improve the quality attribute of the final ice cream. It greatly influences the size of ice crystals and air bubbles, and also improves (increases) the viscosity of the final ice cream. The final ice cream is smoother and creamier, obtained from combined freezer/LTE system as compared to conventional freezer. Since the size of air bubbles reduces as a result of extrusion, more creaminess sensation was observed in the final obtained ice cream.
References
- Berger KG, Bullimore BK, White GW, Wright WB (1972) The structure of ice cream: part 1. Dairy Industry 37: 419-425.
- Bolliger S (1996) Gefrierstrukturierung in Lebensmittelsystemen unter mechanischem Energieeintrag (Doctoral dissertation).
- Bolliger S, Kornbrust B, Goff H D, Tharp BW, Windhab EJ (2000) Influence of emulsifiers on ice cream produced by conventional freezing and low temperature extrusion processing. International Dairy Journal 10: 497-504.
- Caldwell KB, Goff HD, Stanley DW (1992) A Low-Temperature Scanning Electron Microscopy Study of Ice Cream. I Techniques and General Microstructure. Food Structure 11.
- Chang Y, Hartel RW (2002) Measurement of air cell distributions in dairy foams. International Dairy Journal 12: 463-472.
- Chang Y, Hartel RW (2002) Development of air cells in a batch ice cream freezer. Journal of Food Engineering 55: 71-78.
- Chang Y, Hartel RW (2002) Stability of ice cream during hardening and storage. Journal of Food Engineering 55: 59-70.
- Cook KLK, Hartel RW (2010) Mechanisms of Ice Crystallization in Ice Cream Production. Comprehensive Reviews in Food Science and Food Safety 9: 213-222.
- Deosarkar SS, Khedkar CD, Kalyankar SD, Sarode AR (2016) Ice Cream: Uses and Method of Manufacture. The Encyclopedia of Food and Health 3: 391-397.
- Donhowe DP, Hartel RW (1996) Recrystallization of ice during bulk storage of ice cream. International Dairy Journal 6: 1209-1221.
- Eisner MD, Wildmoser H, Windhab EJ (2005) Air cell Microstructuring in a High-Viscous ice cream matrix. Colloids Surf A:Physicochemical and Engineering Aspects 263: 390-399.
- Goff HD, Verespej E, Smith AK (1999) A study of fat and air structures in ice cream. International Dairy Journal 9: 817-829.
- Goff HD (2002) Formation and stabilization of structure in ice-cream and related products. Current Opinion in Colloid & Interface Science 7: 432-437.
- Goff HD (2011) Ice Cream and Frozen Desserts. Encyclopedia of Dairy Sciences.
- Goff HD (1997) Colloidal aspects of ice cream-a review. International Dairy Journal 7: 363-373.
- Hagiwara T, Hartel RW (1996) Effect of sweetener, stabilizer, and storage temperature on ice recrystallization in ice cream. Journal of Dairy Science 79: 735-744.
- Hoffmann R, Windhab EJ, Hoyer C, Rogge FHF (2000) Apparatus and process for cooling foam products. US-Patent, US 6,082,120 Washington, DC: U.S. Patent and Trademark Office.
- Kessler HG (1996) Lebensmittel-und Bioverfahrenstechnik, Molkereitechnologie. München: Kessler.
- Koxholt MMR, Eisenmann B, Hinrichs J (2000) Effect of process parameters on the structure of ice cream. European Dairy Magazine 12: 27-30.
- Koxholt MMR, Eisenmann B, Hinrichs J (2001) Effect of thin fat globule sizes on the meltdown of ice cream. Journal of Dairy Science 84: 31-37.
- Kusumaatmaja W (2009) Effects of mix pre-aeration and product recirculation on ice cream microstructure and sensory qualities. University of Wisconsin-Madison.
- Marshall RT, Goff HD, Hartel RW (2003) Ice cream (6th edn.), Kluwer Academic/Plenum Publishers, New York, p: 371
- Marshall RT, Arbuckle WS (1996) Ice Cream (5th edn.), Chapman and Hall, London.
- Sofjan RP, Hartel RW (2004) Effects of overrun on structural and physical characteristics of ice cream. International Dairy Journal 14: 255-262
- Wildmoser J (2004) Impact of low-temperature extrusion processing on disperse microstructure in ice cream systems.
- Wildmoser H, Scheiwiller J, Windhab EJ (2004) Impact of disperse microstructure on rheology and quality aspects of ice cream. LWT-Food Science and Technology 37: 881-891
- Windhab EJ (1993) Feinkost und Speiseeis. In: Weipert D, Tscheuschner HD, Windhab EJ editors. Rheologie der Lebensmittel. Hamburg: Behr’s Verlag.
- Windhab EJ, Wildmoser H (2002) Extrusion: A novel technology for the manufacture of ice cream. Bulletin of the IDF 374: 43-49.
- Windhab EJ, Fels U, Hoffmann R, von Holdt P, Hahn L (1997) Einrichtungzumkuehlen von fluiden und essbaren schaeumen. European Patent 561.
- Windhab EJ, Wildmoser H, Bolliger S (2001) Production encontinu de cr"eme glace´ e. Revue Ge´ne´rale du Froid 1011: 49-54.
- Windhab EJ, Wildmoser H (2001) Shear induced micro-structuring of water continuous frozen multiphase food systems close to glass transition temperature. Technical report, Swiss Federal Institute of Technology (ETH) Zurich.
- Windhab EJ, Fels U, von Holdt P, Hoffmann R, Niediek EA (1989) Development of a new process for the generation of deeply frozen deformable foam systems. Technical report, ARGE-Eiskrem Germany.
- Windhab EJ (1993) EinrichtungzumK¨uhlen von essbarenSch¨aumen. Deutsche Patentschrift DE 4202231 C1.
- Windhab EJ (1993) Feinkost und Speiseeis. In: Weipert D, Tscheuschner HD, Windhab EJ editors. Rheologie der Lebensmittel, Behr’s Verlag, Hamburg.