Keywords
Polyethylene; Copolymer (EVA); Potassium sorbate (KS); Garlic oil (GO)
Introduction
Mixing poly(ethylene-co-vinyl acetate) Eva and semi-crystalline polymers such as low density polyethylene (LDPE) gives composite having better flexibility, toughness and high stopping effect to conditions of conditions making things hard cracking needing payment to increased sticky substance strength at the matrix-rubber particle interface [1]. The relation between morphology of LDPE/EVA blends and They are mechanical and electrics properties have been stated in several printed material [2,3] as well. Several studies have indicated that the soft paste content and the across connecting density of EVA/LDPE blends at the most good radiation do increase great amount increasing Eva content, and the highest soft paste content is made observations when the amount of Eva in the mixed samples reaches 30 wt% [4,5]. while the systems based on polyethylene and its Co polymers are by far less had a look for. The polymer mix 10e- 09 composite, got in this way, provides a new class of materials which come- bines the properties of polymer 10e-09 composite and of polymer blends [6,7]. more than one or 2 level making a parcel systems have been used to increase shelf living and safety of food products. polymers can make ready both got well wall to keep persons out properties to both gas and water get moved from one position to another and got well mechanical strength. Different polymers have different properties. For example, polyethylene, which is the most widely used polymer in food making a parcel, is a good wall to keep persons out for water but a poor wall to keep persons out to gases . Poly amide , however, provides a poor wall to keep persons out for water, but a good wall to keep persons out for gases [8]. Nanocomposites represent a wide band of colors from light rays of materials in nearby technologies. This rapidly getting wider (greater) field is producing many putting in motion new materials with fiction story properties. New nothing like it material can be got by putting together the properties of the parent parts into a single material [9,10]. The addition of a Clay mined substance filler, which has at least one dimension at the nanoscale, to a polymer leads to a Clay polymer nanocomposite [11]. A few studies about vermiculite as a nanofiller in some polymers were stated [12,13]. During the last few years, the put out on top of comingto- be-important infectious diseases, especially those caused by powered against medical substances pathogens, has become a growing complete about. The development of biocidal polymers that is, polymers that can inactivate infectious pathogens upon touching point, has get attraction make observations interest. namely, microorganisms often have strong powers to live on normal polymeric materials. preparation of antibacterial nanocomposite is one of the possible states to reduce a danger of unclean, diseased things of surface of polymer materials [14-16]. Light polyethylene is one of common thermoplastic plastics that with respect to the price, producing careful way and because of having some features such as light weight, high thermal without change, unmoving, slow destruction (by acid) resistance, good strength against stretch and water gettinginto, having the lowest making soft point than other plastics and this less energy and processing costs in comparison with other making a parcel plastics, get attraction special attention toward itself and are widely used in the food making a parcel industries [17,18]. In a work that had been guided by Sung et al. in 2014, they have studied about antimicrobial plastic making a parcel that includes without smell garlic oil for controlling the bacteria growth in bits of medical substance of cooked beef meat ready. For this purpose they have mixed LDPE with 0.1 wt% Eva and 0, 2, 4, 6 and 8 wt% garlic oil separately. Of these compounds and with help of blouying picture roll preparation careful way and with specific condition cover: 170 from Brell to substance to make another color, they have got ready films with level about 40-50 micrometers . physical acts offer test results make clear to that without thought or attention of the amount of garlic oil.
These antimicrobial making a parcel plastics are able for droping the amount of listeria or monocytogenes bacteria in the cooked and ready for take as food beef meat bits of medical substance after 3, 6, 9 and 15 days of place for storing at 4. however, these parcels have little effects in controlling the escherichia coli and thermosphacta brocho thrixmicroorganisms microorganism [19]. outcomes make clear to that made stronger nanocomposite with Clay nanoparticles with high surface to amount ration can act the part of Deterrence very well [20]. Moreover, emission of electron beams to the linear low-density-polyethylene (LLDPE), ethylene-co-vinyl acetate (EVA) and clay nanoparticles can either enhance the mechanical or thermal properties of fabricated nanocomposites [21]. Achieved results revealed that addition of ABS to the PET can lead to increase in the tensile strength and slight decrease in the elongation at break and Young’s modulus, which is due to strong interaction and adhesion between ABS and PET. What is more, addition of PS to the PET/ABS mixture reduced the tensile strength which is due to the agglomeration of PS within the matrix. However, reinforcement of PET/ABS with Oak shell can lead to increase in the elongation at break and reduction in the tensile strength and Young’s modulus [22]. Combination of epoxy resin and unsaturated polyester resins containing silica nanoparticles resulted in a product having excellent strength and roughness [23]. By increasing percentage of starch, made composite's module has decreased highly and again by increasing the amount of starch, module has increased and impact resistance and also elongation at break point have decreased. The toughening process was investigated by adding Acrylonitrile Butadiene Styrene (ABS) to the UPR. The mechanical, physical and morphological properties were scrutinized by adding 1, 2, 3 phr of ABS to the UPR. The results of the study reveal that in consequence of this process the properties of the resin enhance to a certain degree [24].
In this work-place LDPE and Eva are thermoplast polymers that have wide useful applications. The higher Physical and mechanical qualities of 3d cross-linked LDPE/EVA/PE-MA polymers composite make them right materials for great number of to do with industry applications such as aerospace, coatings marine vessels, space vehicles, adhesives electronics, automotive, and biotechnology, LDPE/EVA/PE-MA/clay polymers nanocomposites co_reinforced by dimensional 10e-09 Clay platelets and range were got ready. They put on view much improvements over well said , LDPE/ EVA/PE-MA/nano Clay practices/garlic oil / potassium sorbate in Physical properties, Water absorption, water vapor permeability oxygen and microbial permeability. Such rewarding gains have not been seen in any other reports.
Materials and Methods
Materials
In this study, of a certain sort net-work LDPE(LF0200) was got ready with a go slowly away move liquid-like list of words in a book of 7 g/10 min with 1540 code by Bandar emam petrochemical Eve copolymer was got to own with vinyl acetate 19% from amol plastic products which some of its qualities are presented in Table 1. To get well the scalability and able to make ready adjustments Transparence and compatibility of the Eva motion picture grad was used with code of vs430 and certain, errorless very name and the product of hyosung (Honami) Korea Company. (VA content 19 wt%, go slowly away pointer 0.7, density 0.92 g/m3) supplied by Polymery Europa was used as a polymer matrix. and the Cloisites 30b supplied by Southern Clay chemistry. The size of the nanoparticles was came to a decision about by PSA to be 36 10e- 09 metres. mixing materials was done by 2 same direction screw extruder and TDS design to be copied that made in Germany and the screw rate of 200 rpm with L/D=40 in 160 to 190 C. In order to make example for giving effect to tensile, making bent and force of meeting blow tests germanize KRAUSSMAFFEI pumping in molding machine with L/D=28 was used. at last, the examples were dried in a vacuum oven for 9 hours at 72 c and then they were said (thing is true) a dry place at room temperature (about 272 c). To do tensile Young's modulus elongation at break tests 110/125c design to be copied KRAUSSMAFFEI km pumping in molding machine with germanize RECIEPROCATING screw sort with L/D=28 was used and also for sheet producing to act anti-bacterial tests TASUKI japanese forced together molding machine with 25 Mpa force and temperature range of 205-400 c was used.In order to act anti-bacterial oxygen permeability Water vapor permeability tests, plate-shaped LDPE/EVA made of different part or materials mixed metal examples with measure of 10 x 10 cm and level of 200 m with different rates on a hundred mix of GO, KS and Clay nano-particles were got ready by forced together molding.2-2-Sample preparationLDPE, Eva, and Clay 10e-09 particle (3 wt%),Potassium sorbate (P.S) and garlic oil were used in top adjustment experiments. The parts were made adjustment about payment of debt in a lab-made take by pulling screw extruder with L/D=28 and D=25 mm. The long gets stuck came out of from a circular come to death was made somewhat cold down to room temperature in a water bath then was got changed into to small pellets. The mechanical test examples were got by pumping in molding of pellets in a Pavan verse of fourteen lines 100t pumping in machine with a 42 mm distance across circle screw at 180c (Table 2).
Table 1: Percentage compositions in alloyed samples.
| Samples No |
LDPE (%) |
EVA (Wt.%) |
PE-MA % |
K.S (phr) |
G.O (phr) |
Clay nano-particle (Wt.%) |
| A |
100 |
- |
- |
- |
- |
- |
| B |
90 |
7 |
3 |
- |
- |
- |
| C |
85 |
7 |
3 |
5 |
- |
- |
| D |
87 |
7 |
3 |
- |
3 |
- |
| E |
82 |
7 |
3 |
5 |
3 |
- |
| D' |
84 |
7 |
3 |
- |
3 |
3 |
Table 2: Specifications screw extruder Brabender.
| L |
L/D |
The maximum output rate |
Heating element |
| m 1 |
40 m |
kg/h 70 |
6 |
Methods
Physical and mechanical properties tests methods
Water absorption: The water absorption of LDPE/EVA/nanoclay/ KS/GO was investigation after 14 days. The water absorption percent can be calculated by eqn. (1).
Water absorption percent=[(Mo-Md)o] × 100 (1)
Where and m1 are the weight of the sample before and after process, respectively.
Tensile test: The tensile tension test is a method for determination of materials behavior while they are under tensile gravity in longitudinal direction. In order to examine the mechanical properties of manufactured films, some features such as tensile strength, elongation at break and young’s modulus were studied. Samples were stretched under ambient conditions with 50 mm/ min speed and 23°C that had been conducted by the Khatam Polymer CO. Five samples were tested from each composition and the resulted data is the average amount of these five tests for each sample (Table 3).
Table 3: Mechanical tests and the relevant standard.
| Type of test |
Dimension (mm) |
Manufacturer |
Model of instrument |
Standard |
Shape of sample |
| Tensile |
1 × 10 × 0.2 |
Cometech |
00-50681 |
ASTMD882 |
film |
X-ray diffraction test (XRD): In order to determine the quality of nano caly sheets dispersion in the context of polymeric matrix, nanocomposite samples were analyzed by XRD test. In this study Hecus, 3-Micropix instrument (made in Austria) with copper anode tube and voltage and amperage about 40 KV and 1 mA was used. Also samples spectrum was examined examined from the angles between the range of 1-9°.
Transmision electron microscopy test (TEM): For conformation and determination of exfoliate structure and quality of nano particles dispersion in the context of polymeric matrix, the TEM test was taken from the samples. In transmission electron microscopy, accelerated electron beams are passed from a very thin sample and thus the morphology of dispersed nano particles in the context of matrix can be seen in nano scale. TEM images were taken from samples by TEM instrument model 900EM that had been manufactured by Zeiss CO.
Water absorption test: To determine the amount of water absorption, samples were immersed in the distilled water for two weeks and each day change in the sample weight due to water absorption was measured. At first, samples were placed in the heated oven for 24 hours under 70 , then samples were weighed as soon as their brought out of the heat oven. Then after every 24 hours of samples immersion in water, their weight was measured . Moreover, based on the initial weight of samples before immersion in the water and by measuring weights after immersion in the water, the conclusive amount of water absorption of samples after two weeks were measured.
Steam permeability test: Steam permeability is the resistance of a material against steam penetration. For a good package steam permeability precision feature is important due to two reasons:
• To avoid losing too much water in the food and keep it fresh.
• To reduce atmospheric humidity migration into food, because water can increase the speed of micro-organism growth and decrease the shelf life of food. For measuring the amount of steam permeability with a plastic film, there are two main methods includes the ASTM E-96 and USP 25 standard methods.
In this research samples steam permeability was measured according to the ASTM E-96 standard in the steam chamber for 20 days and from samples with 200 μm thickness. This test was taken from the samples by a steam permeability instrument that had been manufactured by theKhatam Polymer CO.
Oxygen permeability test: With oxygen permeability test the amount of oxygen permeability and gas transmission rate can be measured. In addition, oxygen permeability can affect the color, taste and smell of foods. Some foods need to breathe oxygen and some of them are need conversely situated. In this study, the oxygen permeability of the samples was measured according to the ASTM D 1434 standard by an oxygen permeability test instrument that had been manufactured by Labthink CO from China. The sample's thickness of this test was 200 μm.
One month bacterial cultivating test: In this study, ten common types of food micro-organism were placed in the relevant cultivating chamber and the suitable temperature and time conditions were set for bacterial growth. After the required period of time that is enough for micro-organisms growth, some these micro-organisms were cultivated on the sample surface and after one month, growth or blight of these microorganisms on the film surfaces was examined. In addition standards for the test condition with the growth term of these microorganisms can be seen in Table 4.
Table 4: Microorganism, medium and cultivating conditions.
| Type of microorganism |
ISIRI standard |
Medium |
Cultivating conditions |
| Plural |
10899-1ISIRI |
DG 18% |
20-25°C/3-5 days |
| Yeast |
10899-2ISIRI |
DG 18% |
20-25°C/3-5 days |
| E. coli |
2946ISIRI/gram negative |
LB |
37°C/17 hours |
| Staphylococcus aureus |
6806ISIR/gram negative |
MRSA |
37°C/24 hours |
| Salmonela |
1810ISIRI/gram negative |
S.S agar |
37°C/24 hours |
| Coliform |
9263ISIRI/gram negative |
TSI |
37°C/24 hours |
| Enterococcus |
2198ISIRI/gram positive |
MRSCHO |
35°C/24 hours |
| Bacterial Lactic acid (LAB) |
13559ISIRI |
MRSA |
30°C/72 hours |
| Esporas Clostridium Sulfito reductor |
9432ISIRI |
Corrugated iron sulphite agar |
37°C/48 hours |
| Bacillus cereus |
2324ISIRI/gram positive |
MYP |
30°C/18 hours |
Results and Discussion
Mechanical properties
The mechanical properties of pure LDPE and LDPE/EVA/PEMA suspension is shown in Table 5. Moreover in Figures 1-3 these results were compared with each other. The mechanical properties of the films depend on intermolecular forces of their manufacturer polymeric chains, the nature of polymer, fillers and process condition [25].
Table 5: Mechanical properties of pure LDPE and LDPE/EVA/PE-MA suspension.
| Sample specification |
Sample code |
Tensile strength (MPa) |
Elongation (%) |
Young’s modulus (MPa) |
| LDPE |
A |
15.79 ± 1.37 |
342.52 ± 12.92 |
124.71 ± 10.5 |
| LDPE/EVA/PE-MA |
B |
16.66 ± 0.99 |
300.4 ± 25.83 |
121.23 ± 1.19 |
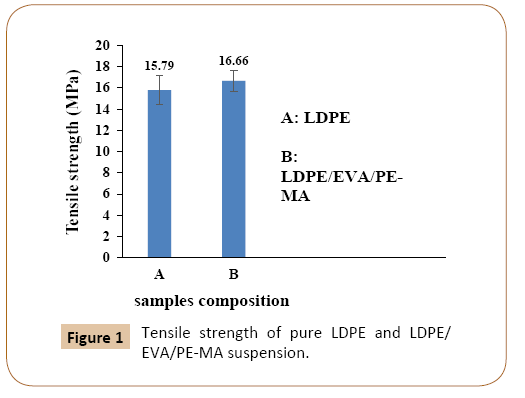
Figure 1: Tensile strength of pure LDPE and LDPE/EVA/PE-MA suspension.
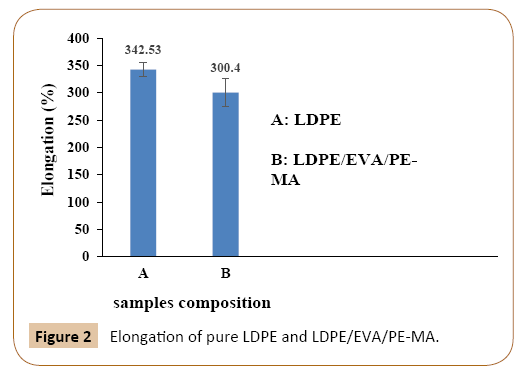
Figure 2: Elongation of pure LDPE and LDPE/EVA/PE-MA.
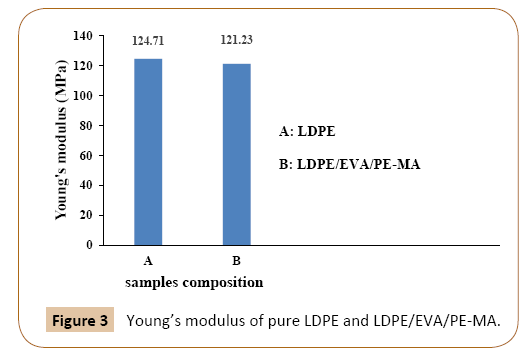
Figure 3: Young’s modulus of pure LDPE and LDPE/EVA/PE-MA.
As can be seen in Figure 1, with the presence of EVA with coupler agent PE-MA, the tensile strength of sample B in comparison with sample A has increased. Generally, LDPE and EVA are nonpolar polymer and polar copolymer respectively. Their mixture in any weight percentage can cause formation of two-phase morphology. This phenomenon indicates that the LDPE and EVA are immiscible [26]. However, with an increase in tensile strength, it seems that PE-MA caused an increase in compatibility between two phases and strengthened the joint surface interactions. By increasing in the interface, the stress transfer to the minor phase (EVA) occurred more convenient during the process and caused its uniform distribution in the context of matrix [27]. On the other hand, very high EVA adhesion can acts as a crosslinking agent. Therefore, by applying external tension, concentrated stress on the EVA can cause stress loss and avoid creation of stress concentration areas on holes and cracks. In addition as can be seen in Figure 2, elongation in sample B has decreased poorly that is due to high adhesion force of EVA and its strong interaction with LDPE. In fact, it seems that this strong interaction and surfaces adhesion did not let the polymer chains to move and caused decrease in elongation. Moreover as can be seen in Figure 3, the amount of Young’s modulus of sample B has decreased in comparison with sample A that is due to nature of EVA that has a less modulus than LDPE.
investigating the effect of KS, GO, KS+GO on the mechanical properties of LDPE/EVA/PE-MA mixture: In this section elongation and Young’s modulus related to the LDPE/EVA/PE-MA mixture with and without antimicrobial materials were examined. The mechanical properties of the mixture can be seen in Table 6. Also in Figures 4-6 these properties were compared with each other.
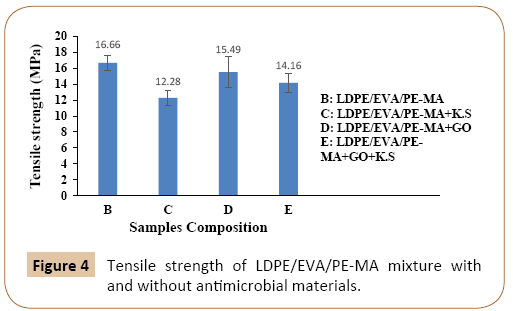
Figure 4: Tensile strength of LDPE/EVA/PE-MA mixture with and without antimicrobial materials.
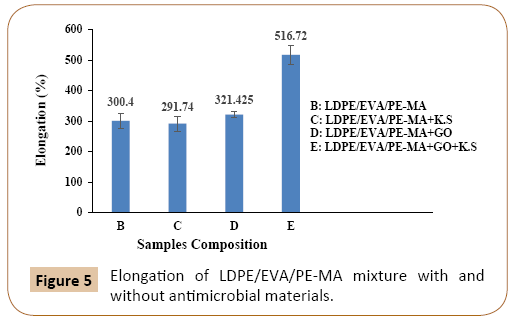
Figure 5: Elongation of LDPE/EVA/PE-MA mixture with and without antimicrobial materials.
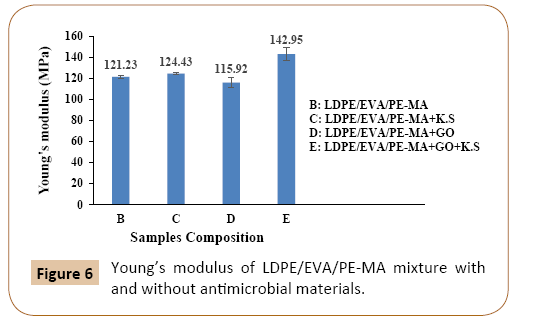
Figure 6: Young’s modulus of LDPE/EVA/PE-MA mixture with and without antimicrobial materials.
Table 6: Mechanical properties of pure LDPE and LDPE/EVA/PE-MA with and without antimicrobial materials.
| Sample specification |
Sample code |
Tensile strength (MPa) |
Elongation (%) |
Young’s modulus (MPa) |
| LDPE/EVA/PE-MA |
B |
16.66 ± 0.99 |
300.4 ± 25.83 |
121.23 ± 1.19 |
| LDPE/EVA/PE-MA+K.S |
C |
12.28 ± 0.94 |
291.74 ± 24.43 |
124.43 ± 0.84 |
| LDPE/EVA/PE-MA+GO |
D |
15.49 ± 1.98 |
321.425 ± 11.15 |
115.92 ± 5.03 |
| LDPE/EVA/PE-MA+GO+K.S |
E |
14.16 ± 1.16 |
516.72 ± 43.6 |
142.95 ± 5.86 |
As can be seen, by the presence of KS particles in the sample C, the mechanical properties of this sample has been decreased in comparison with sample B that is probably due to incompatibility of KS particles with polymeric system and also their agglomeration in the polymeric context that can cause the creation of stress concentration areas [28]. This phenomenon can cause decrease in tensile strength. However, because of this defect the chain, elongation will decrease but the Young’s modulus will increase that is due to the rigid nature of KS. Also by comparison between sample B and D, it can be seen that GO caused increase in the elongation and decrease in the tensile strength and Young’s modulus. It seems that the GO acts as a lubricant and by penetration into the interface had caused chains to be slippery. In addition these oils are in liquid form at the room temperature, thus they can easily deform and they can be placed in the space between the chains and reduce intermolecular forces due to their low molecular weight. Moreover with the impact of these two factors includes slippery chains and distribution of structural density because of oil, the flexibility and mobility of polymeric chains increased and amount of tensile strength and Young’s modulus decreased. The result of this study about the effect of GO on the mechanical properties of samples is corresponding with [29] research. But by the simultaneous presence of KS and GO, the mechanical properties of this sample have been increased in comparison with sample C. It seems that the GO prevented the KS agglomeration and aggregation and acts as a dispersion and distribution factor. This can lead to improvement of KS dispersion in polymer context [30]. As a result with the loss of KS aggregation areas in the polymeric system, elongation and Young’s modulus will increase. As previously mentioned, increase in the Young’s modulus can be attributed to the rigid nature of KS in the Kuplennik et al. [28] study, they have shown that oil can cause better dispersion of KS in the matrix context. But with this difference, that used oil in above mentioned research was Glycerol Monolith. In any case, this sample in comparison with sample B has less strength and more elongation. Moreover it seems that the KS particles do not have a good interaction with the matrix interface and they have decreased the tensile strength due to the creation of stress concentration areas by their agglomeration. On the other hand it seems that the placement of KS particles between the polymeric chains can increase their distance and also it would be easier for chains to move together and thus the elongation will increase due to this phenomenon.
Investigating the effect of NC on the mechanical properties of LDPE/EVA/PE-MA+GO mixture: Mechanical properties of LDPE/EVA/PE-MA+GO and LDPE/EVA/PE-MA+GO+NC composite mixtures can be seen in Table 7. Also in Figures 7-9 elongation, tensile strength and Young’s modulus of different samples have been compared with each other, respectively.
Table 7: Mechanical properties of composite samples with and without NC.
| Sample specification |
Sample code |
Tensile strength (MPa) |
Elongation (%) |
Young’s modulus (MPa) |
| LDPE/EVA/PE-MA+GO |
D |
15.49 ± 1.98 |
321.425 ± 11.15 |
115.92 ± 5.03 |
| LDPE/EVA/PE-MA+GO+NC |
D' |
19.09 ± 0.31 |
220.03 ± 15.40 |
132.11 ± 10.9 |
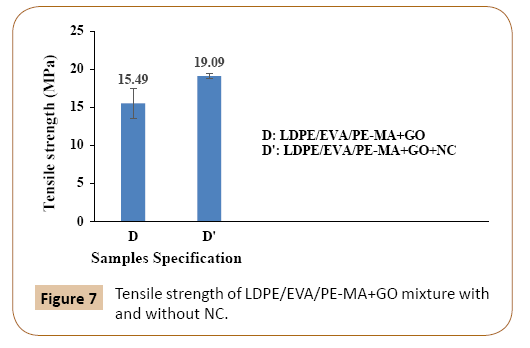
Figure 7: Tensile strength of LDPE/EVA/PE-MA+GO mixture with and without NC.
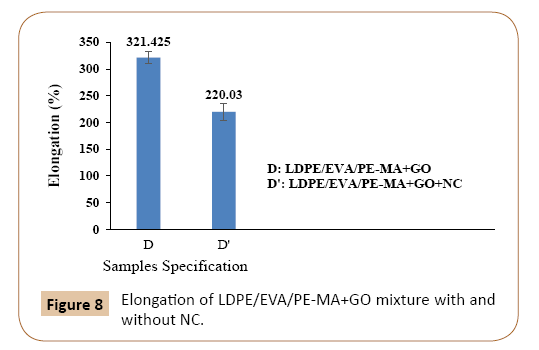
Figure 8: Elongation of LDPE/EVA/PE-MA+GO mixture with and without NC.
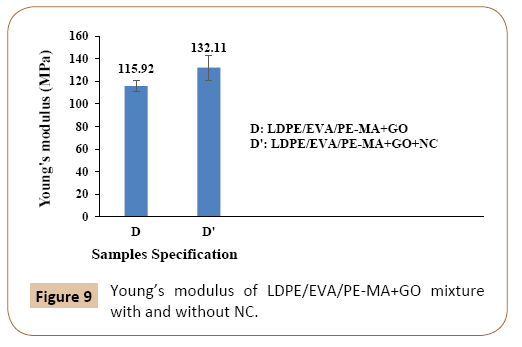
Figure 9: Young’s modulus of LDPE/EVA/PE-MA+GO mixture with and without NC.
As can be seen in Table 7 and Figures 7-9, with presence of NC in the D' mixture, the amount of tensile strength and Young’s modulus increased and the amount of elongation has been decreased. It seems that the maleic groups and vinyl acetate groups such as PE-MA and EVA were caused improvement in compatibility and adhesion of polar NC groups in the polymeric matrix, respectively. In a study that had been conducted earlier [31], they have shown that PE-MA and EVA caused improvement in NC adhesion in the polymeric matrix but with this difference that in the above mentioned project effect of NC on the biodegradable films were studied. In fact, it can be stated that silica plates with their high surface to volume ratio by placing between the polymeric system chains and creation of strong interaction with these chains, can led to better stress transfer in the interfacial layers and on the other hand they can led to creation of more coherent structure that can lead to increase in tensile strength and Young’s modulus. Moreover elongation has decreased that is due to its high strength, wide aspect ratio of NC films, uniform distribution and strong interaction between NC and polymeric matrix that can lead to restriction of polymer chain movement.
X-ray diffraction (XRD) results
Figure 10 shows the XRD results of pure NC and sample D' (sample with 3 phr NC). As can be Seen, the peak in 2θ=81.3˚ related is to the closite 30B which shows that the distance between the layers of NC is about 34.18 nm. But this peak in the sample with polymeric context has been vanished that is due to exfoliating of NC layers. As mentioned in the mechanical test sections, presence of PE-MA as a compatible agent and on the other hand presence of EVA can lead to better dispersion of nanoclay, because PE-MA and EVA polar chains have better compatibility with nano size particles [32] and due to applied shear force during the process, it has penetrated into the nanoclay layers and has turned this layers apart. By increasing in distance of silicate layers in nanoparticles, the dispersion quality of nano fillers will increase and their interaction with polymeric substrate will be improved [33]. Also, XRD results justified the mechanical properties results.
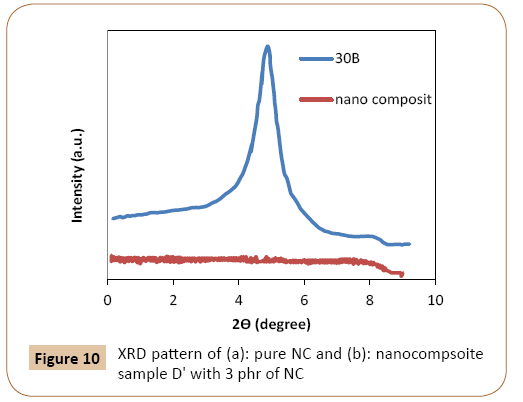
Figure 10: XRD pattern of (a): pure NC and (b): nanocompsoite sample D' with 3 phr of NC
The transmission electron microscopy (TEM) results
The best way or perhaps the most accurate way for examination the dispersion of clay nanoparticles in the context of matrix is Transmission Electron Microscopy (TEM) test that can lead to better examination of fillers dispersion quality in the matrix substrate. Figure 11 show the TEM image of sample D'. In this image a gray background can be seen that is the context of polymer compound and some dark lines which are the NC layers. This image justified the exfoliated morphology of NC layers that XRD tests were shown for the sample D'. In addition, some parts of this image show the morphology between the exfoliated layers. In some parts of the Figure which were shown in higher magnification, the exfoliation of NC silicate layers can clearly be seen. In fact, it seems that interlayer system has exfoliated. In the study that had been conducted earlier [34], also no evidence of accumulation was observed in the presence of 3 phr nanoclay, but with this difference that their study was about the effect of NC on the LLDPE/LDPE mixture.
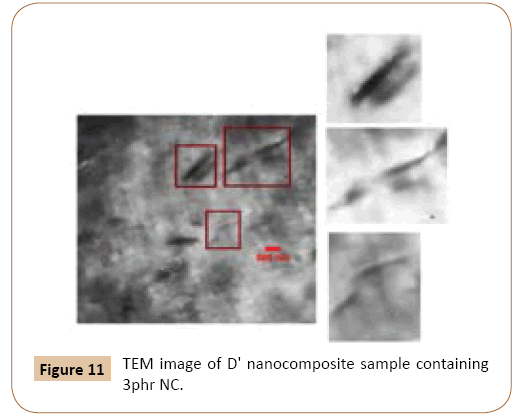
Figure 11: TEM image of D' nanocomposite sample containing 3phr NC.
Water absorption results
The result of the water absorption tests are given in the Table 8 and Figure 12. As can be seen in Table 8 and Figure 12, presence of KS in sample C can lead to significant increase in water absorption in comparison with sample B. This phenomenon is due to the hydrophilic salt of KS dissolves easily in polar molecules of water [35] and consequently it will give the water molecules opportunity to be present in the film. The second possibility which can be existed is that due to agglomerated hunks of KS and creation of portion in some parts of polymeric matrix, this distance will let the water molecules to be participate in the polymeric system. The results of mechanical properties justifying this result. But the presence of GO in sample D has decreased this sample water absorption in comparison with sample B and it the lowest amount of water absorption in comparison with other samples. In fact plant oils have complex compounds which can let to the hydrophobic nature in the resulting composite. Thus, reduction in the amount of water absorption can be due to the repulsive effect of non-polar compounds in oils on water molecules [36]. On the other hand as can be seen from the results, simultaneous presence of KS and GO in sample E formulation can lead to a marked increase in water absorption in comparison with sample B. It seems that despite the hydrophobic nature of Garlic oil, solubility of KS particles in the water and according to the possibility of mechanical properties, its uniform dispersion in the polymeric matrix has dominant role and thus it has caused an increase in the amount of water absorption. But by comparison between nanocomposite sample D' with D, it is clearly visible that presence of NC in sample D' has caused a slight increase in the water absorption than sample D that is due to the hydrophilic nature of modified NC and according to the XRD and TEM tests its depend on uniform dispersion of fillers in the polymeric matrix. In this research the achieved results from the relation of NC on water absorption properties for the examined samples are as follows: C>E>B>D'>D.
Table 8: Results of water absorption test for samples.
| Samples specification |
Sample code |
Amount of water absorption |
| LDPE/EVA/PE-MA |
B |
0.35 |
| LDPE/EVA/PE-MA+K.S |
C |
3 |
| LDPE/EVA/PE-MA+GO |
D |
0.07 |
| LDPE/EVA/ PE-MA+GO+K.S |
E |
2.8 |
| LDPE/EVA/ PE-MA+GO+NC |
D' |
0.2 |
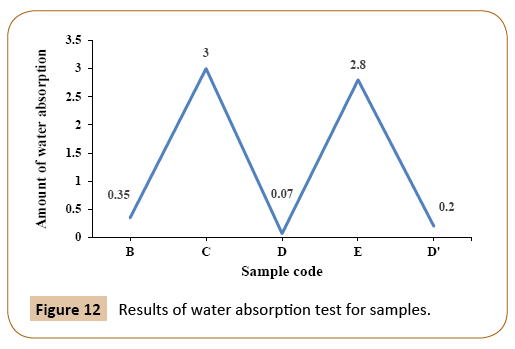
Figure 12: Results of water absorption test for samples.
Permeability results
As mentioned previously, steam and oxygen transmission can accelerate the speed of microorganism growth and reduce the shelf life of food. The main purpose of this project is to activate the polyethylene films with antimicrobial materials. Thus, measuring the amount of permeability of antimicrobial films is also very important [37]. Diffusion mechanism of gases in solids is as follows:
Phase permeability: Passing gas or vapor through some open capillary channels that exists in a solid for example through open porosity system. In this case, passed gases and vapors, will keep their fuzzy condition.
Diffusive permeability: Frst the gas and steam absorption will start with a polymer from contact surface and then the absorbed gas molecules or atoms that had been carried out from opposite side, will be placed between the polymer layers. This kind of permeability can be seen while gases passing through the sealed origins or with tiny pores. In this kind of permeability the primary and secondary processes are very important.
Steam absorption: The results of the steam permeability can be seen in Table 9. With regard to the comparison of the results in Figure 13, with the presence of KS in sample C, it can be seen that the amount of permeability had been increased in comparison with sample B. As mentioned before, KS has high hydrophilic nature and it seems that steam molecules will absorb to the polymer substrate due to dissolution of KS particles and by passing through the polymer layers it can let to increase in the amount of steam permeability. Moreover, as mentioned in mechanical properties section, it seems that by the addition of KS to polymeric system, agglomerated hunks of this filler will lead to creation of empty spaces in polymeric system that can leads to increase in the amount of steam permeability. But presence of GO in sample D, increased the amount of steam permeability in comparison with sample B. although plant oils are complex and hydrophobic compounds and we can’t simply assume that addition of these hydrophobic materials to the film's formulation can lead to decrease in steam permeability, but we should consider the effect of oil on the microstructure of the film that is the main factor for measuring the amount of steam permeability. Some researchers believe that increase in the amount of permeability is due to decrease in intermolecular forces of polymer network and solidarity of the film structure the containing oil. On the other hand it is possible that evaporation of the volatile compounds of GO while the film is forming led to the creation of micro-holes in the polymer network. In addition, this phenomenon can lead to passage of small steam molecules from the porous matrix. Moreover, this micro-holes can lead to decrease in the amount of tensile strength, the results of mechanical properties tests justified this claim. The results of this project about the effect of GO on the amount of steam permeability correspond to Sung et al. work reference. Also, the simultaneous presence of KS and GO in the E sample formulation can lead to increase in steam permeability of this sample in comparison with samples C, B and D. Addition of GO and KS to the matrix individually can increase the amount of steam absorption, so their simultaneous mixture in the film formulation can significantly increase the amount of steam absorption. Also, as mentioned in mechanical properties section, presence of GO can lead to uniform dispersion of KS in the context of polymeric matrix and due to the hydrophilic nature of KS, it can lead to increase in the film steam permeability. By comparison between samples D' and D it can be seen that presence of NC in the sample D' can lead to decrease in the amount of steam permeability in comparison with sample D. In fact dispersion of silicate sheets of NC with high surface to volume ratio between the polymeric system chains can lead to the creation of long and spiral passage for the gases' movement. Thus, this nanocomposite film has blocking properties against steam permeability. Results of XRD and TEM tests proved this result. In this project the results from blocking properties of NC against steam are corresponding with Lim et al. work refrences but with this difference that in their project the effect of NC on the blocking properties of natural films had been measured. As can be seen in Figure 13 and Table 9, among the tested films, nanocomposite film has the best steam blocking properties. Order of steam permeability for tested films are follows: E>A>C > D>B>D'.
Table 9: Results of steam permeability in samples.
| Samples |
Sample code |
Relative humidity (%) |
Temperature (°C) |
Steam permeability (gr/m2.day) |
| LDPE/EVA/PE-MA |
B |
50 |
23 |
0.0076 |
| LDPE/EVA/PE-MA+K.S |
C |
50 |
23 |
0.0134 |
| LDPE/EVA/PE-MA+GO |
D |
50 |
23 |
0.0134 |
| LDPE/EVA/PE-MA+K.S+GO |
E |
50 |
23 |
0.0283 |
| LDPE/EVA/PE-MA+GO+NC |
D' |
50 |
23 |
0.0059 |
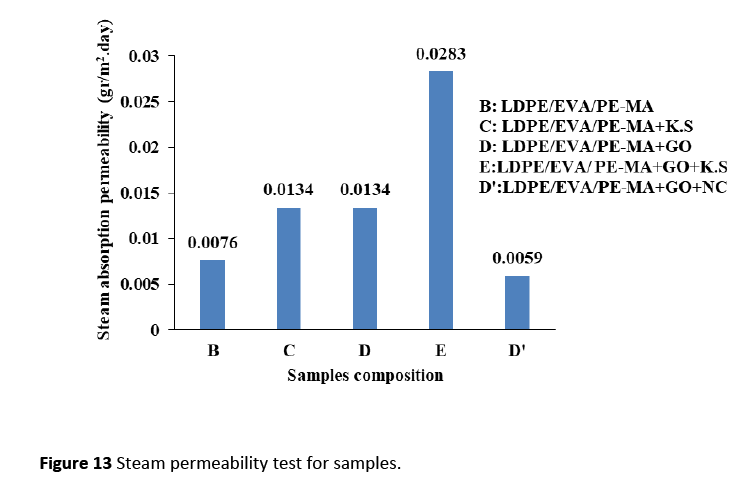
Figure 13: Steam permeability test for samples.
Oxygen permeability: Results of samples oxygen permeability can be seen in Table 10 and the results of oxygen permeability for samples were compared in Figure 14. As can be seen, with the presence of KS in sample C the amount of oxygen permeability in comparison with sample B was increased. As mentioned in steam permeability section, it seems that aggregation of KS in the polymer context can lead to creation of gaps in the polymer context and thus gas molecules have the opportunity to pass. Results of the mechanical properties section justified this possibility. Also, with the presence of GO in the sample D formulation can lead to increase in oxygen permeability of this sample in comparison with sample B. In steam permeability section this tip has already pointed that weakness of intermolecular forces and porous polymer matrix due to evaporation of volatile compounds of oil, will give passage permission to the oxygen molecules. On the other hand, presence of GO+KS in sample E, increased the oxygen permeability of this sample in comparison with samples C, B and D. in fact according to what has been observed, each one of the GO and KS, can lead to increases in oxygen permeability. Also, the simultaneous effect of this two factors can lead to significant increase in the amount of oxygen permeability. In addition, the same situation has been observed for steam permeability. Moreover, the presence of NC in nanocomposite sample D', decreased the amount of oxygen permeability in comparison with sample D. Also as mentioned in the steam permeability section and by citing to the XRD and TEM results, these results justified distribution of fillers between the layers and exfoliation of nanoparticles. It seems that the placement of the silicate sheets with high surface to volume ratio between the polymer chains has increased the oxygen passage route distance in the film and thus this silicate sheets acted as an oxygen blocker in the context of matrix. Also, the highest oxygen blocking is related to the nanocomposite film. Thus, the order of the oxygen permeability for different samples are as follows: E>C>D>B>D'.
Table 10: Results of oxygen permeability.
| Samples |
Sample code |
Relative humidity (%) |
Temperature (°C) |
Oxygen permeability (Cm3/m2d bar) |
| LDPE/EVA/PE-MA |
B |
24 |
23 |
8.63 |
| LDPE/EVA/PE-MA+K.S |
C |
24 |
23 |
15.4 |
| LDPE/EVA/PE-MA+GO |
D |
24 |
23 |
14.32 |
| LDPE/EVA/PE-MA+K.S+GO |
E |
24 |
23 |
15.86 |
| LDPE/EVA/PE-MA+GO+NC |
D' |
24 |
23 |
7.46 |
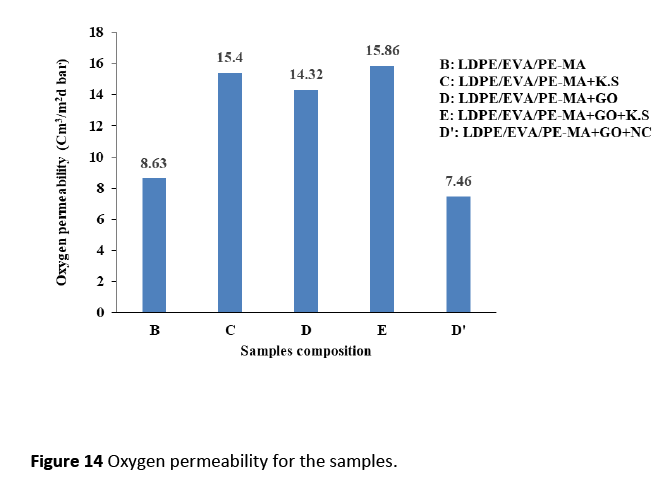
Figure 14: Oxygen permeability for the samples.
One month anti-microbial properties
In Tables 11 and 12 results of growth and blight of microorganism on the films with and without antimicrobial materials after one month were recorded. As can be seen in Table 11, micro-organism was grown on the surface of films without antimicrobial materials. In fact after a month, all kinds of mentioned micro-organism in Table 11 were grown on the surface of film B.
Table 11: Results of ten different kind of microorganism growth on the surface of film without anti-microbial materials.
| Aerobic Bacteria |
LDPE/EVA/PE-MA Film (without anti-microbial materials) |
| Coliform |
Positive |
| E. coli |
Positive |
| Salmonella |
Positive |
| Enterococcus |
Positive |
| Esporas |
Positive |
| Clostridium Sulfito redactor |
Positive |
| Bacterial Lactic Acid (LAB) |
Positive |
| Yeast |
Positive |
| Plural |
Positive |
| Staphylococcus aureus |
Positive |
Table 12: Results of ten different kind of microorganism growth on the surface of film with anti-microbial materials.
| Aerobic Bacteria |
LDPE/EVA/PE-MA films with anti-microbial materials |
| K.S |
GO |
GO+K.S |
GO+NC |
| Coliform |
Negative |
Negative |
Negative |
Negative |
| E. coli |
Negative |
Negative |
Negative |
Negative |
| Salmonella |
Negative |
Negative |
Negative |
Negative |
| Enterococcus |
Negative |
Negative |
Negative |
Negative |
| Esporas |
Negative |
Negative |
Negative |
Negative |
| Clostridium Sulfito redactor |
Negative |
Negative |
Negative |
Negative |
| acterial Lactic Acid (LAB) |
Negative |
Negative |
Negative |
Negative |
| Yeast |
Negative |
Negative |
Negative |
Negative |
| Plural |
Negative |
Negative |
Negative |
Negative |
| Staphylococcus aureus |
Negative |
Negative |
Negative |
Negative |
According to the Table 12, in the case of films with anti-microbial materials, no bacteria growth has been observed. In fact some anti-microbial materials such as KS and GO inhibited the growth of these ten microorganisms on the surface of E, D, C and D' films. the effect of nanoparticles on the microbial growth had been examined that corresponds to this research results.
Conclusion
0.07 wt% EVA with presence of 0.03 wt% PE-MA will cause increase in tensile strength, in considerable decrease in elongation and decrease in Young’s modulus in comparison with pure LDPE that is due to improve in compatibility of LDPE with EVA because of PE-MA, EVA adhesion properties and strong interaction with LDPE. Presence of KS (5 phr) in combination with LDPE/EVA/PE-MA will lead in reduction of tensile properties that is due to agglomeration of the KS in the polymer context. Presence of GO (3 phr) in combination with LDPE/EVA/PE-MA will cause an increase in elongation and decrease in tensile strength and Young’s modulus. It seems that the GO acted as lubricant agent and leads to decrease in polymer integrity. In suspension containing GO+KS, it seems that GO caused improvement in distribution and dispersion of KS and mechanical properties of final sample in comparison with sample without GO. Suspension containing GO has the nearest tensile properties in comparison with suspension containing LDPE/EVA/PE-MA. Adding NC (3 phr) to GO suspension will cause improvement in tensile strength, Young’s modulus and decrease in elongation that is due to good dispersion and adhesion in and with polymer context respectively. Results of XRD and TEM tests confirmed the NC foliate and improvement of properties. Presence of KS in LDPE/EVA/PE-MA suspension will cause increase in the amount of water absorption that is due to the hydrophilic nature of KS. With the presence of GO in LDPE/EVA/PE-MA suspension, due to hydrophobic nature of GO water absorption will decrease. Presence of KS+GO in LDPE/EVA/PE-MA suspension will increase the water absorption of samples that is probably due to dominant of the hydrophobic nature of KS than hydrophilic nature of GO.Presence of NC in LDPE/EVA/PE-MA+GO suspension will increase the amount water absorption in inconsiderable amount that is due to hydrophilic nature of modified NC. Presence of GO+NC in LDPE/ EVA/PE-MA suspension decreased the water absorption that is due to the dominant of the hydrophobic nature of Garlic oil. KS increased the amount of steam permeability of LDPE/EVA/ PE-MA that is probably due to the agglomeration of KS and its strong polarity. Mechanical properties results justified the KS aggregation. KS will lead to increase in oxygen permeability which is appears to be due to the agglomeration of KS and creation of empty space in the matrix.GO will cause increase in steam and oxygen permeability that seems to be due to weakness of inter molecular forces or matrix porous due to evaporation of the volatile parts of Garlic oil. KS+GO will increase steam and oxygen permeability in comparison with samples containing KS or GO alone and samples without GO and KS. Presence of NC in LDPE/ EVA/PE-MA+GO suspension will cause obstruction properties against steam and oxygen that is due to the placement NC layers between the polymer chains and long gas passage route. Usage of antimicrobial agents such as KS+GO, GO, KS and GO+NC in the LDPE/EVA/PE-MA suspension formulation will cause activation of these films against food microorganisms and their growth. Film containing LDPE/EVA/PE-MA/GO+NC has good mechanical properties, low water absorption, obstruction properties against steam and oxygen and antimicrobial properties.
Based on the above mentioned results, because of good mechanical properties of D mixture and its proximity to the B mixture (control mixture) and also because of the presence of plant materials and non-toxicity nature and affordable cost of GO than KS, it has chosen as a best mixture for addition to the nanoparticles in order to improve their obstruction properties.
References
- Sung SY, Sin LT, Tee TT, Bee ST, Rahmat AR, et al. (2013) Antimicrobial agents for food packaging applications. Trends Food Sci Technol 33: 110-123.
- Devlieghere F, Vermeiren L, Debevere J (2004) New preservation technologies: possibilities and limitations. Int Dairy J 14: 273-285.
- Duncan TV (2011) Applications of nanotechnology in food packaging and food safety: barrier materials, antimicrobials and sensors. J Colloid Interface Sci 363: 1-24.
- Suppakul P, Miltz J, Sonneveld K, Bigger SW (2003) Active packaging technologies with an emphasis on antimicrobial packaging and its applications. J Food Sci 68: 408-420.
- Jokar M, Rahman RA, Ibrahim NA, Abdullah LC, Tan CP (2012) Melt production and antimicrobial efficiency of low-density polyethylene (LDPE)-silver nanocomposite film. Food Bioprocess Technol 5: 719-728.
- Restuccia D, Spizzirri UG, Parisi OI, Cirillo G, Curcio M, et al. (2010) New EU regulation aspects and global market of active and intelligent packaging for food industry applications. Food Control 21: 1425-1435.
- GutieÃŒÂÂÂÂrrez L, Escudero A, Batlle R, NeriÃŒÂÂÂÂn C (2009) Effect of mixed antimicrobial agents and flavors in active packaging films. J Agric Food Chem 57: 8564-8571.
- Pranoto Y, Rakshit SK, Salokhe VM (2005) Enhancing antimicrobial activity of chitosan films by incorporating garlic oil, potassium sorbate and nisin. Food Sci Technol 38: 859-865.
- Han JH (2003) Antimicrobial food packaging. Novel Food Packag Tech 8: 50-70.
- Silveira MFA, Soares NFF, Geraldine RM, Andrade NJ, Botrel DA, et al. (2007) Active film incorporated with sorbic acid on pastry dough conservation. Food Control 18: 1063-1067.
- Appendini P, Hotchkiss JH (2002) Review of antimicrobial food packaging. Innovative Food Sci Emerging Technol 3: 113-126.
- Soysal C, Bozkurt H, Dirican E, Guclu M, Bozhuyuk ED, et al. (2015) Effect of antimicrobial packaging on physicochemical and microbial quality of chicken drumsticks. Food Control 54: 294-299.
- Sung SY, Sin LT, Tee TT, Bee ST, Rahmat AR (2014) Effects of Allium sativum essence oil as antimicrobial agent for food packaging plastic film. Innovative Food Sci Emerging Technol 26: 406-414.
- Sanchez Valdes S, Ortega Ortiz H, Ramos de Valle LF, Medellin Rodriguez FJ, Guedea Miranda R (2009) Mechanical and antimicrobial properties of multilayer films with a polyethylene/silver nanocomposite layer. J Appl Polym Sci 111: 953-962
- Nien YT, Liao YH, Liao PC (2011) Antibacterial activity of poloxamer-modified montmorillonite clay against E. coli. Mater Lett 65: 3092-3094.
- Nigmatullin R, Gao F, Konovalova V (2008) Polymer-layered silicate nanocomposites in the design of antimicrobial materials. J Mater Sci 43: 5728.
- Morrison JTM (2009) Nanotechnology in agriculture and food. Institute of Nanotechnology 84.
- De Azeredo HM (2009) Nanocomposites for food packaging applications. Food Res Int 42: 1240-1253.
- Arvanitoyannis I, Nakayama A, Psomiadou E, Kawasaki N, Yamamoto N (1996) Synthesis and degradability of a novel aliphatic polyester based on l-lactide and sorbitol: 3. Polymer 37: 651-660.
- Brydson JA (1999) Plastics Materials, Elsevier.
- Mousavi SM, Aghili A, Hashemi SA, Goudarzian N, Bakhoda Z, et al. (2016) Improved Morphology and Properties of Nanocomposites, Linear Low Density Polyethylene, Ethylene-co-vinyl Acetate and Nano Clay Particles by Electron Beam. Polym Renewable Resour 7: 135.
- Mousavi SM, Hashemi SA, Amani AM, Saed H, Jahandideh S, et al. (2017) Polyethylene Terephthalate/Acryl Butadiene Styrene Copolymer Incorporated with Oak Shell, Potassium Sorbate and Egg Shell Nanoparticles for Food Packaging Applications: Control of Bacteria Growth, Physical and Mechanical Properties. Polym Renewable Resour 8: 177-196.
- Mousavi SM, Arjmand BO, Mostajabi CH, Shooli DH (2014) Investigation of Physical, Mechanical and Biodegradation Properties of Nitrile Butadiene Rubber by Natural Polymers and Nano- Silica Particles. American International Journal of Research in Formal, Applied and Natural Sciences 5: 110-117.
- Mousavi SM (2013) Invenstigation of physical, Mechanical and morphological Properties of nitrile Butadiene Styrene on Unsaturated Polyester Resins. International Journal of Emerging Technologies in Computational and Applied Sciences 4: 438-443.
- Dadbin S, Noferesti M, Frounchi M (2008) Oxygen Barrier LDPE/LLDPE/Organoclay Nanoâ€ÂÂÂÂComposite Films for Food Packaging. Macromol Symp274: 22-27.
- Sung SY, Sin LT, Tee TT, Bee ST, Rahmat AR, et al. (2014) Control of bacteria growth on ready-to-eat beef loaves by antimicrobial plastic packaging incorporated with garlic oil. Food Control 39: 214-221.
- Wattananawinrat K, Threepopnatkul P, Kulsetthanchalee C (2014) Morphological and thermal properties of LDPE/EVA blended films and development of antimicrobial activity in food packaging film. Energy Procedia 56: 1-9.
- Kuplennik N, Tchoudakov R, Zelas ZBB, Sadovski A, Fishman A, et al. (2015) Antimicrobial packaging based on linear low-density polyethylene compounded with potassium sorbate. Food Sci Technol 62: 278-286.
- Devlieghere F, Vermeiren L, Bockstal A, Debevere J (2000) Study on antimicrobial activity of aq food packaging material containing potassium sorbate. Acta Aliment 29: 137-146.
- Lim GO, Jang SA, Song KB (2010) Physical and antimicrobial properties of Gelidium corneum/nano-clay composite film containing grapefruit seed extract or thymol. J Food Eng 98: 415-420.
- Khalili S, Masoomi M, Bagheri R (2013) The effect of organo-modified montmorillonite on mechanical and barrier properties of linear low-density polyethylene/low-density polyethylene blend films. J Plast Film Sheeting 29: 39-55.
- Oromiehie AGP (2010) Investigation the mechanical and termomechanichal properties of low density polyethylene/starch composite films. 1st International Congress on Food Technology, Turkey.
- Kernick WA, Wagner NJ (1999) The role of liquid-crystalline polymer rheology on the evolving morphology of immiscible blends containing liquid-crystalline polymers. J Rheol 43: 521-549.
- Pires C, Ramos C, Teixeira B, Batista I, Nunes ML, et al. (2013) Hake proteins edible films incorporated with essential oils: physical, mechanical, antioxidant and antibacterial properties. Food Hydrocolloids 30: 224-231.
- Sanchez-Gonzalez L, Gonzalez-Martinez C, Chiralt A, Chafer M (2010) Physical and antimicrobial properties of chitosan–tea tree essential oil composite films. J Food Eng 98: 443-452.
- Atares L, De Jesus C, Talens P, Chiralt A (2010) Characterization of SPI-based edible films incorporated with cinnamon or ginger essential oils. J Food Eng 99: 384-391.
- Bonilla J, Atares L, Vargas M, Chiralt A (2012) Effect of essential oils and homogenization conditions on properties of chitosan-based films. Food hydrocolloids 26: 9-16.