Opinion
Cryogenics is a branch of engineering where production and application of low temperature from absolute zero (-273.15°C) to -150°C is considered. Obviously a normal vapour compression refrigeration system (VCRS) cannot produce such a low temperature. Typical cycles such as Linde, Claude etc. are used to liquefy air to different intermediate liquid (known as cryogen) such as liquid oxygen (LOX), liquid nitrogen (LN2).
Application of these cryogens in different aspects of food processing and preservation opens a new era of refrigeration other than conventional VCRS. Like every operation has some advantage and disadvantage, cryogenic application also has no exceptions. However, a judicious application can minimize the disadvantages and maximize the benefits available out of it. Amongst several applications, cryogrinding has tremendous potential. Specific Power consumption, size reduction, retention of colour and flavor of the ground samples definitely edge over conventional methods. Control and modified atmosphere storage is another important storage aspect now-a-days being tried out. Both controlling the atmosphere and the temperature are benefits of using cryogen.
Ultra rapid freezing is the best of all freezing technique is well known. Cryogen can meet up this requirement easily. Now-adays, researchers are also trying to use cryogen for production of dairy products such as ice cream. Cryogen can be effectively used for transportation of frozen foods. Several methods have been evolved and are real substitute of mechanical refrigeration techniques on board. Dry ice (Solid carbon-dioxide) is commercially used for transporting heat sensitive food materials. Hence, if properly designed and planned, cryogens can be friendly to the food industry.
One of the most important unit operation in size reduction is grinding in which particle size is reduced and thereby increasing the available surface area of the substance. This actually means that the constituents of the substance, such as oil inside the cells, flavoring and fragrance become more available for further applications. It has been observed that initial size, shape and strength material, type of grinder used, operating parameters such as temperature, sieve size, number of rotor ribs, numbers of hammers or number and weight of the ball etc. influences dramatically the power consumption of the grinder for the comminuting the substances into smaller sizes having increased surface areas [1]. Ironically, same can also be attributed to this particular unit operation in the cases of crushing or milling.
Unfortunately, out of the entire power consumed for comminuting the substances, only about 1% of the energy utilized in loosening the bond between the particles and finally decreasing the size of the comminuted particles increasing the total surface area available. Rest of the input of the power, i.e., 99% of the input energy is unutilized. This is primarily because this unutilized energy is lost in the form of heat which rises the temperatures to the range of 42 to 93°C [2]. There are many volatile oil and flavouring compounds in the substance being ground. The increased temperature unwantedly expels these valuable materials from the ground substances. The higher the temperature, the more is the loss of these volatiles. Another associated difficulty is that if the substance to be ground possess high fraction of oil, during grinding, lot of oil comes out of the substance making the product gummy and sticky. This causes chocking of the sieve through which the finished powdery substance passes [2].
One of the main limitations of the conventional grinding process is the thermal damage. One of the feasible methods to control the thermal damages is to perform grinding or comminution under controlled temperature conditions. Hence, it is especially important to perform the grinding at reduced temperatures. Malkin and Guo [3] showed calculation of temperature and its effect on thermal damage to the material undergoing grinding. They suggested that if we can reduce the temperature of the two rubbing surfaces, we can obtain better product.
There is no change in fundamental principle of grinding under conventional and cryogenic conditions. Changes in quality of the material during grinding are very complex for the materials containing high amount of volatile oils and fats which are easily oxidized. Use of cryogen, such as liquid nitrogen (LN2) serves dual purposes. It reduces the temperature of grinding and imparts an environmental condition not conducive for oxidative changes in the material being ground. All of thermo-sensitive herbal medicines spices and important food commodity can be ground below their brittle temperature, a temperature at which the material becomes brittle for which the material or the substance becomes easily fit for grinding.
Advantage of cryogenic grinding is that colour and other properties of the products will not be changed and their flavour and nutritional value will not be lost [4]. Hence, the usefulness of cryogenic grinding can be summed up as:
(1) Conventional or ambient grinding of spices results in inferior quality of the products having several operational problems such as formation of dust.
(2) Application of cryogenic technology for grinding of spices has been scientifically proved to be a suitable technique with less loss of volatile oil content, improved colour and grinding operation.
(3) Information and data generated on properties of spices and cryogenic grinding would help to understand grinding phenomena and develop efficient grinding system.
It was established that cryogenic grinding produced Gelucire 44/14 in a powder form and did not change its physical properties, emulsification capacities and dissolution performances of the formulation [5]. Normal grinding produces poor quality of powder that does not conform to the international quality standard; as a result either fetches lower prices or not accepted by the importer countries. The temperature rise of the product can be minimized to some extent by circulating cold air or water around the grinder. But this technique is not sufficient enough to significantly reduce the temperature rise of the product. The loss of volatile can be significantly reduced by the cryogenic grinding technique using liquid nitrogen (LN2) or liquid carbon dioxide (LCO2) that provides the refrigeration needed to precool the spices and maintain the desired low temperature by absorbing heat generation during grinding operation. Oil in the spices is solidified due to the extremely low temperature in the grinder so that the spices become brittle and they crumble easily permitting grinding to a finer and more consistent size rendering to high quality ground product that will have immense domestic as well as international market. But the grinding phenomena are not properly modeled and demand a research in developing accurate model of grinding process for establishing grinding phenomena accurately [6]. Information on the cryogenic grinding of spices is scantily available. Study should be undertaken with the objectives of comparison on size of the power obtained and specific energy requirement for ambient and cryogenic grinding of different spices. Other aspects such as study of different energy law constants; effect of ambient and cryogenic grinding on particle size; volatile oil content and color retention should also be looked into duly.
Demand of fresh fruit in domestic or international market is always very high. Customers look for fresh fruit even at higher prices compared to available other sources. But due to perishable nature of fruits, their shelf-life is very short. The physiological and biochemical activities of the fruit materials are the fundamental cause of the perishable nature of the fruits and it starts right from the moment they are separated from the mother plant [7,8]. Living cells of harvested plant products respire continuously, utilizing available oxygen (O2) from the surrounding environment and releasing carbon dioxide (CO2) to its surrounding. It is established that respiration involves a series of oxidation-reduction reactions where a variety of substances found within the cells are oxidized to CO2 [8]. The post-harvest respiratory response of fresh produce depends on the storage air temperature and its composition in terms of concentrations of O2, CO2 and ethylene. The enzymatic activities are minimized by providing low temperature. Cryogens, such as LN2 can effectively be utilized to control both the gas compositions and temperature surrounding the produces.
Freezing is one of the easiest, convenient and the most widespread industrial methods of preserving foods. Freezing protects the quality of food at a competitive price. Frozen food made its appearance shortly before World War 2. Quality of frozen food is a function of initial condition of the food and storage temperature. Properly frozen foods maintain more of their original colour, flavour and texture and generally more of their nutrients than foods preserved by other methods. In freezing process the molecular mobility is restricted and consequently chemical and biological reactions like enzyme activity and oxidation are slowed down at that temp. In contrast to thermal treatment, freezing does not destroy the microorganism but, depress their activity. Although it is microbiologically stable, the product remains susceptible to physical and biochemical reactions, which may compromise its organoleptic qualities.
The freezing technique is evolving to become faster, more efficient and more cost effective. However a better understanding of the fundamentals behind freezing is essential in order to provide high quality frozen product with better nutrition at a lesser cost and time to the consumers. This article aims to present the thermodynamics of freezing, its kinetics and quality of frozen food in general as established so far.
Cooling curves describing the change in temperature is depicted in Figure 1a and 1b for pure water and a real food material (or a solution), respectively. Due to constant specific heat the temperature drops linearly during cooling, until the first crystal of ice is formed. The temperature at that moment is the ‘freezing temperature’ of pure water, which is 0°C at atmospheric pressure. Under certain conditions (slow undisturbed cooling in the absence of solid particles), the sample may undergo a metastable state of super cooling as shown in Figure 1a. The ‘antifreeze proteins’ are capable of preventing crystallization of ice at the freezing point.
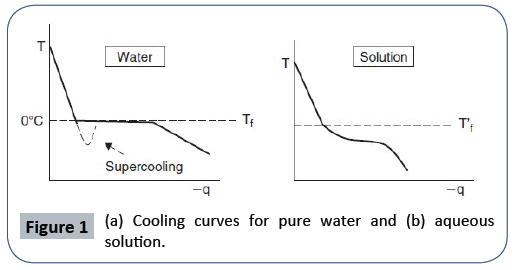
Figure 1: (a) Cooling curves for pure water and (b) aqueous solution.
Cooling in case of Food material (Figure 1b) depicts linear temperature drop. The first ice crystal appears at the temperature Tf. This is the temperature at which the water vapour pressure of the solution is equal to that of pure water ice. Since the water vapour pressure of a solution is lower than that of water at the same temperature, Tf is lower than the freezing temperature of pure water. The difference, called the ‘freezing point depression’, increases with the molar concentration of the solution. Transformation of some of the liquid water to ice results in higher concentration of the solutes, which further lowers the freezing point and so on. There is no sharp phase transition at a constant temperature but rather a gradual ‘zone of freezing’, starting at the temperature of initial freezing, Tf. Assuming ideal behaviour, the initial freezing temperature can be estimated from food composition data [9,10]. The initial freezing temperature of common fruits and vegetables falls between -0.8 and -2.8 [11] (Figure 2).
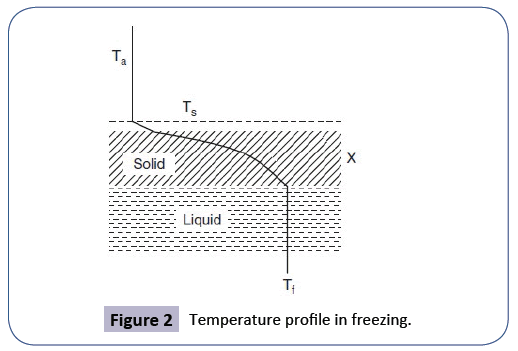
Figure 2: Temperature profile in freezing.
Freezing time is of high economic importance, as it determines the product throughput of the freezing equipment. An analysis of the factors that affect freezing time is, therefore, necessary. During the freezing process, the ice and water fractions in the frozen food depend upon temperature. Since the thermophysical properties of ice and liquid water are quite different, the corresponding properties of the frozen food are temperature dependent. Therefore, due to these complexities, it is not possible to derive exact analytical solutions for the freezing times of foods. Hence, development of semi analytical/empirical food freezing time prediction methods came using simplified assumptions.
The general freezing time equation given by plank is [12]:
Where:
A=Area of heat transfer, m2
Ρ=Density of the liquid, kg.m-3
λ=Latent heat of freezing of the liquid, J.kg-1
d=Thickness of the frozen phase, m
h=Convective heat transfer coefficient at the air-ice interface,
W.m-2.K-1
k=Thermal conductivity of the frozen phase, W.m-1.K-1
Ta=Temperature of the cooling medium (in this case, cold air)
Tf=Freezing temperature, oK.
The geometric factors, Q and P, provide insight as to the effect of shape upon freezing time. For a plate of thickness d, cooled from both sides: Q=2, P=8; for an infinite cylinder of diameter d: Q=4, P=16; for a sphere of diameter d: Q=6, P=24. Plank’s formula is only approximate, due to the inaccuracy of some of the assumptions made. In reality, with latent heat of freezing, there are also some sensible heat effects such as the further cooling of the ice formed and lowering the temperature of the non-frozen material down to the freezing point.
The mostly used technologies for industrial freezing are based on either
• Mechanical freezing: this is the term used to describe traditional vapour compression cycle freezers, which normally operate at a temperature of between -20°C and -50°C.
• Cryogenic freezing: achieved using cryogenic liquids such as nitrogen or carbon dioxide, and normally operates at under -70°C.
Different freezing kinetics between the two technologies is the result of the notable differences in temperature ranges at which they work (Figure 3).
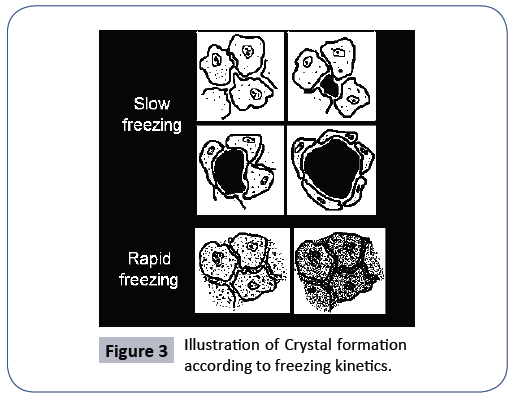
Figure 3: Illustration of Crystal formation according to freezing kinetics.
Figure 3 depicts that quick or rapid freezing always makes more number of smaller ice crystal resulting to negligible drip loss after thawing. During freezing of tissues, water from the solution is transferred into ice crystals of a variable but rather high degree of purity. Non aqueous constituents are therefore concentrated in a diminished quantity of unfrozen water. Unfrozen phase changes significantly in pH, titratable acidity, ionic strength, viscosity, freezing point, surface and interfacial tensions etc. O2 and CO2 may be expelled out from solution, macromolecules are forced closer together, water structure and water solute interactions may be drastically altered. Hence, it can be concluded that cryogenics in the form of liquid nitrogen can serve food processing and preservation industry much better way than conventional mechanical refrigeration.
References
- Das H (2005) Food processing operation analysis, Size reduction. Asian books private limited, New Delhi, pp: 1-20.
- Singh KK, Goswami TK (1997) Studies on cryogenic grinding of spices. PhD thesis, IIT Kharagpur (India).
- Malkin S, Guo C (2007) Thermal Analysis of Grinding. Annals of the CIRP Connecticut, USA.
- Shimo L, Shuangyan G, Huang Z, Wang Q, Zhao H,et al. (1991) Cryogenic grinding technology for traditional Chinese herbal medicine. Cryogenics 31: 136-137.
- Chambin O, Jannin V, Champion D, Chevalier C, Rochat-Gonthier MH, et al. (2004) Influence of cryogenic grinding on properties of a self-emulsifying formulation. International Journal of Pharmaceutics 278: 79-89.
- Stepien P (2009) A probabilistic model of the grinding process. Applied Mathematical Modelling 33: 3863-3884.
- Kader AA (1987) Postharvest physiology of vegetables. Macel Dekker, Inc, New York.
- Kays SJ (1991) Metabolic Processes in Harvested Products Respiration. Post-Harvest Physiology of Perishable Plant Products, Van Nostrand Reinhold Publication, New York.
- Miles CA, Mayer Z, Morley MJ, Housaeka M (1997) Estimating the initial freezing point of foods from composition data. Int J Food Sci Technol 22:389-400.
- Van de Sman RGM, Boer E (2005) Predicting the initial freezing point and water activity of meat products from composition data. Journal of Food Engineering 66:469-475.
- Fennema O(1973) Solid-liquid equilibria. In Low Temperature Preservation of Foods and Living Matter. Fennema O, Powrie WD, Marth EH editors. Marcel Dekker Inc, New York.
- Lopez-Leiva M, Hallstrom B (2003) The original Plank equation and its use in the development of food freezing rate prediction. Journal of Food Engineering 58:267-275