Philippe Evon1, Laurent Labonne1, Roberto Nisticò2, Enzo Montoneri3*, Carlos Vaca-Garcia1 and Michèle Nègre4
1Laboratory of Agro-Industrial Chemistry (LCA), University of Toulouse, INRA, INPT, 4 Allée Émile Monso, BP 44362, 31030 Toulouse Cedex 4, France
2University of Turin, Department of Chemistry, Via P. Giuria 7, 10125 Torino, Italy
3Biowaste Processing, Via XXIV Maggio 25, 37126 Verona, Italy
4University of Turin, Department of Agricultural Sciences, Forestry and Food, Largo P. Braccini 2, 10095 Grugliasco (TO), Italy
*Corresponding Author:
Enzo Montoneri
Biowaste Processing, Via XXIV Maggio 25
37126 Verona, Italy
Tel: +393333500522
E-mail: enzo.montoneri@gmail.com
Received Date: March 6, 2017; Accepted Date: March 22, 2017; Published Date: March 29, 2017
Citation: Evon P, Labonne L, Nisticò R, et al. Thermopressed Binderless Fiberboards from Post-Harvest Tomato and Maize Plants. Trends Green Chem. 2017, 3:1. doi: 10.21767/2471-9889.100014
Copyright: © 2017 Evon P, et al. This is an open-access article distributed under the terms of the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original author and source are credited.
Keywords
Post-harvest plants; Tomato; Maize; Thermopressing; Self-bonded fiberboards
Introduction
In the last twelve years, several papers have been published on the valorization of biowastes from municipal [1] and agriculture [2] sources as feedstock for the production of multipurpose speciality chemicals to be used in the chemical industry, agriculture and animal husbandry, for environmental remediation, and for the manufacture of materials. The wide range of applications arises from the fact that these chemicals are constituted by mixes of biopolymers (BPs) with molecular weight ranging from 5 to several hundred kDa [3]. They contain organic C and N distributed over a variety of aliphatic and aromatic C moieties substituted by acid and basic functional groups, which are bonded to several mineral elements. These chemical features represent the memories of the protein, fats, polysaccharide, and lignin proximates constituting the pristine biowaste. They are associated to the BPs properties as surfactants, agents for sequestering or carrying small molecules and mineral ions in solution, photosensitizers and reactive biopolymers.
From the practical point of view, particularly interesting are the papers reporting the performance of the BPs as biostimulants for the cultivation of tomato [4] and maize [5] plant, and as fillers for manufacturing melt extruded blend films [6]. These findings encourage pursuing the worldwide aimed zero waste strategy [7] as cost effective achievable objective. In this context, the present paper reports new work performed on the valorization of the following materials: post-harvest tomato (PHT) and maize (PHM) plants, and composted post-harvest tomato plant (CPHT).
The PHT and PHM plants were obtained from cultivation grown by fertilizing the soil with the BPs obtained from municipal biowastes. The reason for investigating the above post-harvest plant materials was to assess whether useful applications could be found also for the agriculture residue obtained from plants cultivated in the presence of the municipal biowaste BPs. Indeed, while the BPs were found promising fillers to manufacture blend composites made from mixes of polyethylene synthetic polymers and BPs [6], the post-harvest plant residues did not offer promising perspective for this use, due to their unsatisfactory mechanical properties. The high content of native lignin was the likely reason. On the other hand, the presence of the rigid lignin polymer in post-harvest plants could be exploited as an internal binder for the manufacture of binderless fiberboards [8]. Indeed, when thermopressed at high pressure in the presence of moisture, the lignin binding capacity may result from self-crosslinking reactions. Demonstrating the feasibility of this perspective would prospect different uses of biowaste from both urban and agriculture source. It would depict a desirable scenario within the zero waste strategy [7], which integrated both municipal and agriculture biowastes by recycling C repeatedly over the agriculture and urban environment.
For the realization of the above scenario, some interesting work has already been carried out. This shows feasible perspectives for the valorization of post-harvest plants as source of auxiliaries for the chemical industry and agriculture. Tabasso et al. [9] report that the microwave assisted acid hydrolysis of PHT plant at 220°C yields important platform molecules, such as levulinic acid, for the production of bio-based chemicals and fuels. Franzoso et al. [10,11] report that the low temperature acid and alkaline hydrolysis of PHT plants yields soluble biopolymers. These bio-based compounds, blended with synthetic polyethylene copolymers, yield plastic films that can be used for soil protection in agriculture. Finally, the raw PHT plants and their low temperature alkaline hydrolysates have been shown efficient biostimulants for the cultivation of bean [12] and radish [2] plants. In the present work, the manufacture of self-bonded wood-fiber based boards from post-harvest tomato and maize plant materials was investigated as further attractive application, which could broaden the range of opportunities to valorize the above agriculture residues.
Wood-fiber based boards are used for many different purposes in building construction and home furnishing, e.g. for thermal and acoustic insulation [13], flooring [14], light structural walls [15] and furniture [16]. According to the NF EN 312 French particleboard specifications [16], thermopressed fiberboards are divided into panels for general use in dry conditions (P1 type), in dry environments for interior design (P2 type), and in wet conditions (P3 type). In this sector, as well as in all sectors of human activities, the use and/or the re-use of recycled materials and renewable materials is a currently pursued strategy for reducing the implied energy consumption and environmental impact [15]. In order to manufacture the boards described in this work, the PHT, PHM and CPHT were available from previous works [2,4,5,12]. The PHT and PHM were the plants collected at the end of the crop production stage of the tomato and maize experimental cultivation trials, respectively. The CPHT material was included in this work, as composting post-harvest plants is one alternative to decrease the volume of agriculture biowaste and to obtain materials to recycle as soil fertilizers. All biowaste materials contain the native protein, fats, free sugars, polysaccharide, and lignin proximates (as in PHT and PHM), or the chemical structural memories of the native proximates (as in CPHT) that have survived the biochemical processing of the pristine wastes. These proximates or proximates-like compounds, in particular free sugars, proteins and lignins, are potential internal binders to give the board cohesion and desirable mechanical properties [8,17]. Based on their relative contents of proximates or proximates-like compounds, the above PHT, PHM and CPHT were expected to yield boards with very different mechanical and physico-chemical properties. Under these circumstances, the present work was planned to achieve two objectives. The first is to assess the boards' mechanical properties as a function of the biowaste chemical composition. The second longer range objective is to contribute to the achievement of the zero waste goal by identifying the most promising uses for the above municipal and agriculture biowastes.
Experimental
Post-harvest tomato and maize plant materials
The post-harvest tomato (PHT) and maize (PHM) plant materials were obtained from the Lycopersicon Esculentum Cv. Naomi F1 tomato [4] and Zea Mays maize [5] plants, respectively, which were collected at the end of the crop harvest season. The exhausted plants were pulled out of the soil, roughly ground to 5-10 mm size on site. These materials were further ground down to <0.5 mm particle size by use of Cimma, Pavia, SF75 mill to yield the PHT and PHM materials which were further processed as described below. The CPHT material was obtained by composting PHT for 8 months. Composting was carried out on a mix of 220 kg PHT containing H2O 5% and 80% organic matter, relative to the total dry matter, 6 kg field grass, and 15 kg cow manure. The pile was left on the open field of a small farm located near Rivarolo Canavese, a small town in the province of Torino, Italy, from February through October 2012 and turned over weekly. After this time, the starting PHT weight resulted reduced to 135 kg. The compost contained H2O 41% and 32% organic matter, relative to dry matter.
Chemical composition and thermal analyses
The following analyses were carried out in duplicates according to known analytical methods: moisture and volatile solids by French standard NF V 03-903 [18], minerals by French standard NF V 03-322 [19,20], cellulose, hemicelluloses and lignins by ADF-NDF method from Van Soest and Wine [21,22]. Water-soluble components were estimated through measurements of mass reduction of the test sample after 1 h in boiling water. Thermogravimetric analysis (TGA) of PHTr fraction was performed with a Shimadzu TGA-50 (Japan) analyzer. The sample was first equilibrated in a climatic chamber (60% RH, 25°C) for three weeks, and the test sample mass was about 7 mg. Sample weight was measured as a function of temperature, and the data used subsequently to plot the percentage of the residual sample mass (W), relative to the starting sample weight (W0), as a function of temperature.
Thermo-pressing
Samples were dried in a ventilated oven (100°C, 15 h) to minimize vapor generation during thermopressing. This reduced the risk of defects like blisters inside the fiberboards. Moisture content was less than 1% at molding. Molding was carried out by thermo-pressing inside an aluminum mold, using a 400 ton capacity Pinette Emidecau Industries (France) heated hydraulic press to produce 150 mm × 150 mm fiberboards. The quantity of PHM material for all experiments was 200 g (i.e. 889 mg/cm2). Eleven fiberboards were manufactured to evaluate the influence of thermopressing conditions (including pressure applied, molding time and mold temperature) on fiberboard properties. Immediately after molding, these were equilibrated in a climatic chamber (60% RH, 25°C) for three weeks in order to assess their mechanical properties (i.e. flexural properties and Shore D surface hardness) using equilibrated materials. After equilibration, four 30 mm wide test specimens were cut. Their thickness was measured at three points and their length at two points, with a 0.01 mm resolution electronic digital sliding caliper. Thickness and length mean values were recorded to calculate the specimen volume. The test specimens were weighed to calculate their density. The thickness (tk) and mean apparent density (d) of fiberboard were the mean values of measurements made on the four test specimens.
Mechanical properties
Measurement of the flexural properties of the 30 mm wide test specimens according to French standard NF EN 310 [23] was under-taken using an Instron 33R4204 (USA) universal testing machine fitted with a 500 N load cell, and the three points bending technique. Test speed was 2 mm/min with 100 mm grip separation. Load was applied equidistant from the two supports, and the loading direction was perpendicular to the upper face of the test specimen. Properties covered breaking load (F), flexural strength at break (σf), and elastic modulus (Ef). All determinations were carried out four times, i.e. from each of the four test specimens cut in each fiberboard. Shore D surface hardness was determined using a Bareiss (Germany) durometer according to French standard NF EN ISO 868 [24]. The indentation direction was perpendicular to the upper face of the fiberboard. All determinations were carried out 48 times for each fiberboard (24 times for each board side).
Statistical analyses
All determinations were conducted in triplicates or quadruplets, and data are expressed as means ± standard deviations. The means were compared by the use of a singlefactor analysis of variance (ANOVA) using the GLM procedure of the SAS data analysis software. The comparison between the different individual means was performed using the Duncan’s multiple range test at a 5% probability level.
Results and Discussion
Chemical composition of post-harvest plant materials
Table 1 reports the chemical composition of the post-harvest plant materials used for manufacturing the fiberboards. It shows that PHM has the lowest relative content of mineral matter, low lignin content, the highest contents of cellulose and hemicelluloses, and a substantial amount of free sugars. On the contrary, CPHT has the highest minerals’ content. Compared to the post-harvest tomato raw (PHTr) and fine (PHT) matter, the higher mineral content of CPHT is the result of the mineralization of the pristine organic matter in the post-harvest tomato plants during composting. The data indicates that the organic matter loss due to composting results from the mineralization of the saccharide proximates. On the contrary, microbial degradation of recalcitrant lignin does not occur to much extent.
Fiberboards made from post-harvest plant materials
Fiberboards were molded through thermopressing using the post-harvest plant materials listed in Table 1, as described in section Thermo-pressing. The PHTr boards were molded first to investigate the effects of the fabrication parameters, i.e. the applied pressure (P), the molding time (t) and the mold temperature (T), on the board thickness, density and mechanical properties. Before these measurements, the PHTr stability versus temperature was investigated by TGA. Figure 1 shows the plots of the sample weight decrease and of the rate of the sample weight decrease vs. temperature. It shows that the sample mass loss occurs in four stages, characterized by four weight loss rate peaks. These are presumably due to water evaporation (at 100°C), thermal degradation of water soluble components, hemicelluloses and part of cellulose (at 277°C), thermal degradation of residual cellulose, part of lignins plus the oxidation of the degradation products from the previous stage (at 429°C), and thermal degradation of residual lignins and/or cellulose-lignins complexes (at 678°C). The residual sample mass at 800°C corresponds roughly to the amount of minerals reported in Table 1. The results indicated that no significant thermal degradation occurs below 220°C. Thus, the 200°C temperature was chosen as the maximum mold temperature for fabricating the fiberboards by thermopressing the post-harvest plant materials.
| |
|
PHTr |
PHM |
PHT |
CPHT |
| Moisture† |
AV |
4.5c |
5.2b |
6.5a |
4.4c |
| SD |
0.1 |
0.0 |
0.0 |
0.2 |
| Minerals |
AV |
21.9c |
12.6d |
28.4b |
72.7a |
| SD |
0.2 |
0.8 |
0.4 |
0.6 |
| Cellulose |
AV |
33.1c |
39.4a |
36.7b |
5.8d |
| SD |
0.2 |
0.0 |
0.1 |
0.0 |
| Hemicelluloses |
AV |
10.5b |
28.9a |
4.2c |
0.2d |
| SD |
0.0 |
0.1 |
0.0 |
0.2 |
| Lignin |
AV |
7.8d |
8.9c |
13.2a |
10.8b |
| SD |
0.1 |
0.3 |
0.2 |
0.3 |
| Water-solubles (mainly free sugars) |
AV |
22.0a |
9.1c |
19.8b |
8.7c |
| SD |
0.2 |
0.4 |
0.1 |
0.0 |
| *PHTr=raw 5-10 mm powder made from post-harvest tomato plant; PHT and PHM=powders made with particle size <0.5 mm from post-harvest tomato and maize plants, respectively; CPHT=composted PHT plants. †Concentration as w/w% referred to undried materials. |
Table 1: Proximates composition for post-harvest plant materials:* average (AV) and standard deviation (SD) values (w/w% relative to dry matter, unless otherwise indicated) calculated over triplicates. Within rows, numbers followed by different letters are significantly different (P>0.05), i.e. a >b>c>d.
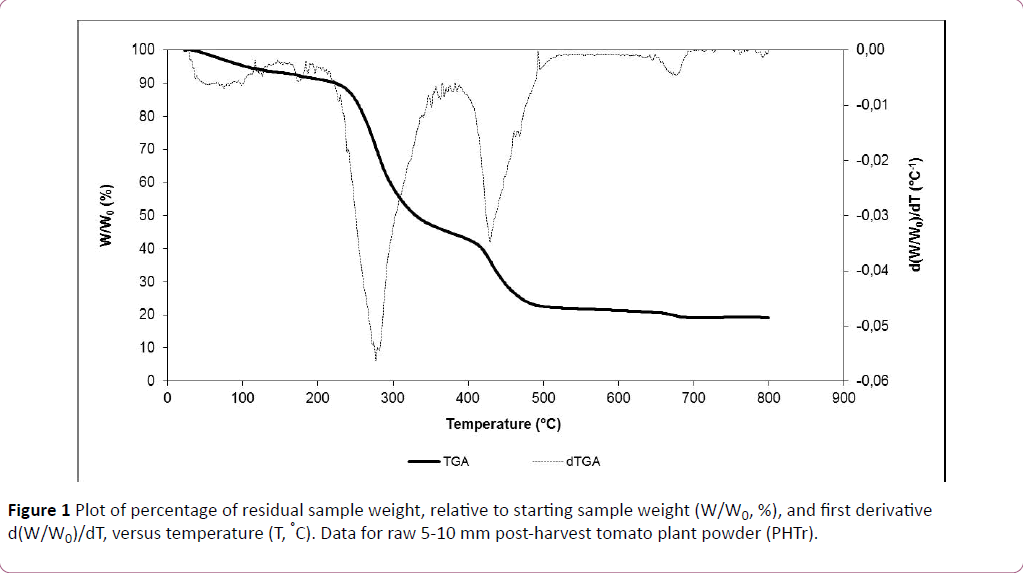
Figure 1: Plot of percentage of residual sample weight, relative to starting sample weight (W/W0, %), and first derivative d(W/W0)/dT, versus temperature (T, °C). Data for raw 5-10 mm post-harvest tomato plant powder (PHTr).
Preliminary work performed by fabricating PHTr boards at different applied pressure (P), molding time (t) and mold temperature (T) indicated that, upon increasing P from 37 to 49 MPa, t from 1 to 5 min, and T from 160 to 200°C, the board thickness (tk) decreases from 8.7 to 6.4 mm, and the density (d, g/cm3), surface hardness (shore D, °), breaking load (F, N), flexural strength at break (?f , MPa) and elastic modulus (Ef) increase from 1.02 to 1.40 g/cm3, 57.0 to 78.4°, 15.3 to 88.3 N, 1.1 to 11.1 MPa and 331 to 2138 MPa. Taking into account the NF EN 312 French standard dealing with particleboard specifications [16], the board fabricated at the highest applied pressure (49 MPa), molding time (5 min) and mold temperature (200°C) meets the requirements for panels for general use of the P1 type and for interior design of the P2 type in dry environment. For use in wet conditions (P3 type), fiberboards should be more resistant in bending. Moreover, water sensitivity measurements were carried out using the French standard NF EN 317 [25], i.e. the determination of water absorption (WA) and especially thickness swelling (TS) after 6 h and especially 24 h soaking in water. The results were: WA=80.4 ± 5.8% after 6 h soaking and 88.8 ± 4.6% after 24 h soaking; TS=92.2 ± 3.5% after 6 h soaking and 100.7 ± 4.1% after 24 h soaking. The results for thickness swelling are far too high for being used in wet conditions. The French standard NF EN 312 requirements [16] for TS are from 10 to 19% for boards with thickness more than 6 mm. The water sensitivity thus appears as the most limiting factor of these plant materials for use in board form. Further processing such as preheating, chemical or steam treatment is a likely option to improve board TS [26-29].
Table 2 shows that the mechanical properties of the boards made with the investigated biowaste materials from the optimal molding conditions firstly identified using PHTr (i.e. 49 MPa applied pressure, 5 min molding time, and 200°C mold temperature) are mostly affected by the mineral and lignin contents of the biowaste material tested. Compared to PHT and CPHT, PHM and PHTr with lower contents of minerals and lignins contributed to produce fiberboards with better mechanical properties, i.e. higher breaking load, higher flexural strength and higher elastic modulus. Compared to PHTr, PHM yields apparently higher, but not statistically significant different values for the surface hardness, breaking load, and elastic modulus.
Fiberboards' properties as a function of chemical composition
The performance expectations for the post-harvest plant materials investigated in this work were based on the capacity of the plants proximates to act as internal binders in such a way as to give the board cohesion and desirable mechanical properties. The four materials were found to have significant compositional differences, one from the other. The proximates’ contents in these materials (Table 1) vary over wide ranges; i.e. minerals from 13 to 73%, cellulose from 6 to 39%, hemicelluloses from 0.2 to 29%, lignins from 8 to 13%, watersoluble compounds (mainly free sugars) from 9 to 22%. The compositional differences over the four materials and the wide ranges over which the content of each proximate varies offer the opportunity to evidence the contribution of each proximate to the board’s mechanical properties. Lignins certainly contribute to board cohesion [8] and so hardness. The PHTr, PHM and PHT fiberboards, although made from materials with significantly different lignin contents varying within the 8-13% range, do not exhibit significant surface hardness differences (Table 2). However, the CPHT, which ranges second in the order of decreasing lignin content, and has the highest density, exhibits significantly lower surface hardness than the other three materials. This fact seems related to its highest ash content, which contributes to the board fragility. For PHM, the lowest ash content, coupled to the highest cellulose and hemicellulose contents plus a substantial amount of water-solubles like free sugars, appears related to the highest breaking load, flexural strength and elastic modulus. In that case, it is reasonable to assume that cellulose acts as mechanical reinforcement inside board whereas hemicelluloses and free sugars are used as internal binders [30], thus contributing to a really promising board’s cohesion. In addition, bending properties of board made from PHTr are also high and appear as not statistically different as those of PHM board. Even if the chemical composition of PHTr reveals lower hemicellulose content (10.5% instead of 28.9%), water-soluble components are on the contrary present in much higher proportions (22.0% instead of 9.1%). Thus, the improvement of the board’s breaking load, flexural strength and elastic modulus observed for PHM and PHTr is clearly contributed by the high cumulative content of hemicelluloses plus water-soluble components (38.0% and 32.5% for PHM and PHTr, respectively, instead of 24.0% for PHT and only 8.9% for CPHT), both of them acting as internal binders. The lower ash content contributes to the better performance of PHM and PHTr, compared to PHT and CPHT. The poor content of cellulose and, consequently, the critical absence of its mechanical reinforcement action, justifies the high fragility of the CPHT board
| |
|
PHTr |
PHM |
PHT |
CPHT |
Thickness
(tk, mm) |
AV |
6.37a |
6.73a |
6.45a |
5.34b |
| SD |
0.28 |
0.15 |
0.16 |
0.07 |
Density
(d, g/cm3) |
AV |
1.40b |
1.31b |
1.38b |
1.63a |
| SD |
0.06 |
0.02 |
0.02 |
0.05 |
Surface hardness
(Shore D, °) |
AV |
78.4a |
80.2a |
78.0a |
67.7b |
| SD |
2.4 |
2.0 |
2.8 |
6.4 |
| Breaking load (F, N) |
AV |
88.3a |
99.9a |
49.7b |
6.5c |
| SD |
14.0 |
6.6 |
5.7 |
4.6 |
Flexural strength at break
(sf, MPa) |
AV |
11.1a |
11.0a |
5.9b |
1.1c |
| SD |
2.2 |
0.8 |
1.0 |
0.8 |
Elastic modulus
(Ef, MPa) |
AV |
2138a |
3032a |
891b |
411b |
| SD |
557 |
387 |
420 |
227 |
| *PHTr=Raw 5-10 mm powder made from post-harvest tomato plant (PHTr); PHT and PHM = powders made with particle size <0.5 mm for post-harvest tomato and maize plants, respectively; CPHT=composted PHT plants. |
Table 2: Mechanical properties of boards made from post-harvest plant materials,* made at 49 MPa applied pressure, 5 min molding time, 200°C mold temperature. Average (AV) and standard deviation (SD) values calculated over quadruplets. Within rows, numbers followed by different letters are significantly different (P>0.05), i.e. a>b>c.
Final remarks
In conclusion, binderless fiberboards made from PHTr and especially PHM revealed promising mechanical properties. In addition, because no synthetic adhesive was used to manufacture these boards, this renders them safer in terms of harmful emissions, in particular formaldehyde, and thus more environmentally friendly [31]. However, it has to be noted that these experimental laboratory boards revealed quite high densities (1.3-1.4 kg/m3) compared with most commercial hardboards (around 1.0 kg/m3). This high panel density is the result of the absence of synthetic resins, the use of thermopressing with high temperature and pressure being necessary to mobilize the natural binders, i.e. hemicelluloses plus water-soluble components [30]. The next step of this work will necessarily consist in optimizing the molding conditions, in particular by reducing the applied pressure and the molding time while maintaining as much as possible the board’s mechanical properties at a high level. On the one hand, a pressure reduction should contribute to a lower panel density, which will undoubtedly favor its handling. On the other hand, a molding time reduction would be more economical. As an example, for commercial particleboards produced in industry for indoor use, molding time is in general 5-10 sec per mm thickness. In the case of boards made from PHTr and PHM, this will be surely higher to guarantee an efficient mobilization of natural binders during hot pressing. However, in order to remain competitive in terms of molding cost, it should ideally not exceed 20-30 sec per mm thickness, corresponding to a maximal molding time of 180 sec for a binderless fiberboard with 6 mm thickness.
Conclusions
The findings of this work evidence how the mechanical properties of materials made with post-harvest plant depend strongly on the composition of the native proximates. Due to the large variety of post-harvest plants and agriculture residues, which are available all year around, a wide range of ecofriendly materials may be fabricated. These will exhibit different responses to different types of mechanical stress. Thermopressing may therefore be a viable route to recycle native renewable matter for other uses. Under these perspectives, composting, although it allows decreasing the volume of agriculture biowastes, is not recommended because it destroys the native plant proximates. It yields a material with too low internal binder content (i.e. hemicelluloses plus watersoluble components), too low reinforcing fiber content (i.e. cellulose) and too high ash content. These compositional features are not suitable to manufacture binderless fiberboards with good cohesion and interesting bending properties. Nevertheless, composting biowastes to yield products useful for plant cultivation, and thermoprocessing post-harvest cultivation plants is an attracting strategy to contribute to the realization of the zero waste objectives.
Acknowledgements
This work was carried out also within the framework of the COST-European Cooperation in Science and Technology EUBis Action TD1203, specifically through the COST-STSM-TD1203- 26977. The authors would like to thank William Tapia (Laboratoire de Chimie Agro-industrielle, Université de Toulouse, INRA, INPT, France) for the precious help in the EVOH grinding procedure. Thermopressing experiments and mechanical characterizations of fiberboards were conducted in the AGROMAT platform (Tarbes, France), the technological transfer hall of LCA laboratory dedicated to the production of agromaterials.
References
- Rosso D, Fan J, Montoneri E, Negre M, Clark J, et al. (2015) Conventional and microwave assisted hydrolysis of urban biowastes to added value lignin-like products. Green Chem 17: 3424-3435.
- Monterumici CM, Rosso D, Montoneri E, Ginepro M, Baglieri A, et al. (2015) Processed vs. non-processed biowastes for agriculture: effects of post-harvest tomato plants and biochar on radish growth, chlorophyll content and protein production. Int J MolSci 16: 8826-8843.
- Montoneri E, Boffa V, Savarino P, PerroneDG, Montoneri C, et al. (2010) Behavior and properties in aqueous solution of biopolymers isolated from urban refuse. Biomacromolecules 11: 3036-3042.
- Sortino O, Montoneri E, Patanè C, Rosato R, Tabasso S, et al. (2014) Benefits for agriculture and the environment from urban waste 487: 443-451.
- Rovero A, Vitali M, Rosso D, Montoneri E, Chitarra W, et al. (2015) Sustainable Maize Production by Urban Biowaste Products. International Journal of Agronomy and Agricultural Research 6: 75-91.
- Nistico R, Evon P, Labonne L, Vaca?Medina G, Montoneri E, et al. (2016) Extruded Poly (ethylene–co–vinyl alcohol) Composite Films Containing Biopolymers Isolated from Municipal Biowaste. ChemistrySelect 1: 2354-2365.
- https://www.zerowasteeurope.eu/wp-content/uploads/2013/04/ZW-Hierarchy.pdf
- Hidayat HE, Keijsers ER, Prijanto U, van Dam JE, Heeres HJ (2014) Preparation and properties of binderless boards from Jatrophacurcas L. seed cake. Ind Crops Prod 52: 245-254.
- Tabasso S, Montoneri E, Carnaroglio D, Caporaso M, Cravotto G (2014) Microwave-assisted flash conversion of non-edible polysaccharides and post-harvest tomato plant waste to levulinic acid. Green Chem 16: 73-76.
- Franzoso F, Antonioli D, Montoneri E, Persico P, Tabasso S, et al. (2015) Films made from poly (vinyl alcohol?co?ethylene) and soluble biopolymers isolated from postharvest tomato plant. J ApplPolymSci 132: 6006.
- Franzoso F, Causone D, Tabasso S, Antonioli D, Montoneri E, et al. (2015) Films made from polyethylene?co?acrylic acid and soluble biopolymers sourced from agricultural and municipal biowaste. J ApplPolymSci 132: 5803.
- Baglieri A, Cadili V, Monterumici CM, Gennari M, Tabasso S, et al. (2014) Fertilization of bean plants with tomato plants hydrolysates. Effect on biomass production, chlorophyll content and N assimilation. SciHortic 176: 194-199.
- Siempelkamp, Wood-Fiber Insulation Board, https://www.siempelkamp.com/fileadmin/media/Englisch/MaschinenundAnlagen/prospekte/Siempelkamp_wood-fiber_insulation_board-eng.pdf.
- Finnish Forest Foundation, Wood Products FI, https://www.woodproducts.fi/content/particle-board.
- Lawrence M (2015) Reducing the Environmental Impact of Construction by Using Renewable Materials. J Renew Mater 3: 163-174.
- AFNOR, French standard NF EN 312. Particleboards – Specifications. Association Française de Normalisation, France, 2010-11.
- Kartika IA, Evon P, Cerny M, Suparno O, Hermawan D, et al. (2016) Simultaneous solvent extraction and transesterification of jatropha oil for biodiesel production, and potential application of the obtained cakes for binderless particleboard Fuel 181: 870-877.
- AFNOR, French standard NF V 03-903. Oilseeds: determination of moisture and volatile matter content. Association Française de Normalisation, France, 2000.
- Evon P, Vinet J, Labonne L, Rigal L (2015) Influence of thermo-pressing conditions on the mechanical properties of biodegradable fiberboards made from a deoiled sunflower cake. Ind Crops Prod 65: 117-126.
- Uitterhaegen E, Nguyen QH, Sampaio KA, Stevens CV, Merah O, et al. (2015) Extraction of coriander oil using twin-screw extrusion: Feasibility study and potential press cake applications. J Am Oil Chem So 92: 1219-1233.
- Van Soest PJ and Wine RH (1967) Use of Detergents in the Analysis of Fibrous Feeds. IV. Determination of Plant Cell Wall Constituents. J AOAC Int 50: 50-55.
- Van Soest PJ and Wine RH (1968) Determination of Lignin and Cellulose in Acid Detergent Fiber with Permanganate. J AOAC Int 51: 780-785.
- AFNOR, French standard NF EN 310. Wood-based panels – Determination of modulus of elasticity in bending and of bending strength. Association Française de Normalisation, France, 1993-06.
- AFNOR, French standard NF EN ISO 868. Plastics and ebonite – Determination of indentation hardness by means of a durometer (Shore hardness). Association Française de Normalisation, France, 2003.
- AFNOR, French standard NF EN 317. Particleboards and fiberboards – Determination of swelling in thickness after immersion in water. Association Française de Normalisation, France, 1993-06.
- Halvarsson S, Edlund H, Norgren M (2009) Manufacture of non-resin wheat straw fibreboards. Ind Crops Prod 29: 437-445.
- Okuda N, Hori K, Sato M (2006) Chemical changes of kenaf core binderless boards during hot pressing (I): influence of the pressing temperature condition. J Wood Sci 52: 244.
- Saadaoui N, Rouilly A, Fares K, Rigal L (2013) Characterization of date palm lignocellulosic by-products and self-bonded composite materials obtained thereof. Mater Des 50: 302-308.
- Widyorini R, Xu J, Umemura K, Kawai S (2005) Manufacture and properties of binderless particleboard from bagasse I: effects of raw material type, storage methods, and manufacturing process. J Wood Sci 51: 648.
- Tajuddin M, Ahmad Z, Ismail H (2016) A Review of Natural Fibers and Processing Operations for the Production of Binderless Boards. BioRes 11: 5600-5617
- Okuda N and Sato MJ (2004) Manufacture and mechanical properties of binderless boards from kenaf core. J Wood Sci 50: 53-61.